Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Начальная обработка деталей одежды
Дублирование основных деталей Значительную долю ассортимента материалов для изделий пальтово-костюмного ассортимента составляют облегченные, рыхлой структуры материалы. Для повышения формоустойчивости изделий основные детали или отдельные участки их дублируют прокладочными материалами с односторонним клеевым покрытием. Прокладочные материалы имеют противоусадочную отделку, в большинстве случаев – ворсовые. Для пальто наиболее приемлемы лавсановискозные, хлопчатобумажные ткани с точечным покрытием клеем ПА 6/6,6; для пиджаков – вискозные, лавсановискозные. В качестве дополнительного слоя прокладки в области груди используют нетканый материал Сюнт с клеевым покрытием. Значительное повышение производительности труда, упрощение технологии достигается при использовании многозональной прокладочной ткани. Каждая часть (зона) ширины ткани отличается по волокнистому составу нитей, поверхностной плотности, толщине, переплетению, а следовательно, и по физико-механическим свойствам. Дублированию подвергают детали переда, спинки, отрезные бочки, воротники, рукава, мелкие детали. Операция выполняется до стачивания вытачек. Места расположения вытачек, карманов и т.д. намечают после дублирования деталей. В зависимости от свойств основных и прокладочных материалов, модели изделия, участка детали дублирование может быть одно- и многослойным, сплошным или частичным (рис. 26).
Размеры прокладок на 3÷7 мм меньше деталей из основного материала, прокладки входят в швы на 1-2 мм. Во избежание налипания частиц клея на рабочие поверхности подушек прессов они покрыты пленкой фторопласта. Фронтальному дублированию не подлежат изделия из тканей мешковых переплетений, имеющие ярко выраженную рельефную лицевую поверхность и сильную подворсовку с изнаночной стороны. Для дублирования деталей кроме прессов с универсальными подушками используются прессы проходного типа марок ПД-18; РПС-1400 «Майер» и др. Пресс обслуживается двумя или тремя операторами. В зоне запуска детали укладывают и совмещают с прокладками. С помощью транспортирующей ленты они подаются под прессующую поверхность и далее в зону охлаждения и съема. Изделия обрабатываются в автоматическом режиме по заранее установленной циклограмме.
Обработка срезов, вытачек Обработка срезов выполняется с целью предохранения их от осыпания и растяжения. Срезы изделий из легкоосыпающихся материалов обметывают, вырезают зубцами, а в изделиях из синтетических материалов – оплавляют во время резания. Снижение трудоемкости обработки достигается (по возможности) при использовании стачивающе-обметочных машин. В изделиях без подкладки срезы могут быть окантованы тесьмой. Для предохранения срезов горловины, проймы, плечевых от растяжения по ним предусматривается прокладывание кромки, полоски хлопчатобумажной, бортовой ткани или нетканых материалов. Если основной материал малорастяжим (плащевая ткань, кожа и т.д.), то кромки не прокладывают. Вытачки бывают разрезные и неразрезные. Для лучшего сутюживания вытачек в концах и более равномерного распределения материалов по толщине при стачивании разрезных вытачек в концах, а неразрезных – по всей длине (рис. 27а) подкладывают дополнительные полоски материала. В концах вытачек полоски надсекают. При обработке разрезных вытачек строчка стачивания их должна заканчиваться на 1÷1,5 см дальше разреза (рис. 27).
При изготовлении изделий из материалов, плохо поддающихся ВТО, швы вытачек могут быть настрочены или расстрочены. Для стачивания вытачек созданы короткошовные полуавтоматы. Вытачки, переходящие в односторонние или встречные мягкие складки (рис. 28), стачивают сначала поперек припусков вытачек, переходящих во встречные мягкие складки, припуск с изнанки закрепляют машинной строчкой 2.
Рис. 28. Обработка вытачек, переходящих в мягкие односторонние (а), встречные (б) складки
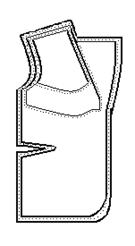
Обработка шлиц (разрезов) спинок Для повышения устойчивости краев шлицы и предохранения их от растяжения предусматривается прокладка в шлицу и кромка.
Выбор метода обработки шлицы спинки во многом определяется видом изделия и свойствами материала. В изделиях из тонких и средних по толщине материалов припуски на обработку обеих сторон шлицы дублируются (рис. 29а), стачиваются средние срезы спинки (строчка 1). Отделочные строчки по боковым сторонам шлицы (строчки 2, 3) зависят от модели изделия. Строчка 2 прокладывается обычно после притачивания подкладки к припуску шлицы. Скрепление шлицы спинки вверху (строчка 4) также зависит от модели изделия и может выполняться одной или двумя параллельными строчками. В изделиях из толстых материалов (рис. 29б) клеевая прокладка, сложенная по ширине, предварительно настрачивается на припуски шлицы (строчки 1, 2), которые затем заутюживаются. В этом случае края шлицы сразу и закрепляются (вспушка).
а) б) Рис. 29. Обработка шлицы в изделиях из тонких (а) и толстых (б) материалов
В изделиях из пальтовых хлопчатобумажных тканей в стороны шлицы прокладывается только кромка (рис. 30). В изделиях из костюмных хлопчатобумажных или с повышенным содержанием синтетических волокон материалов кромка прокладывается только в верхнюю сторону шлицы. При использовании неклеевых прокладок в шлицу их соединяют с припусками на обработку шлицы клеевой кромкой, клеевой паутинкой или на стачивающей машине.
а) б) Рис. 30. Обработка шлицы в изделиях из пальтовых хлопчатобумажных тканей (а) и при использовании неклеевых прокладок (б)
Сборка шлицы на полуавтомате ОКШ состоит в одновременном прокладывании кромки, прокладки, фальцевании (заутюживании) и прессовании краев шлицы. В отдельных случаях при выкраивании правой части спинки предусматривается удвоенный по ширине припуск на обработку шлицы. Основным направлением совершенствования начальной обработки деталей является применение их технологичных конструкций с минимальным количеством швов, вытачек; использование машин-полуавтоматов. Кроме того, проводится типизация методов обработки на основе максимального использования клеевого соединения и новых материалов.
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 2134; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.147.87 (0.006 с.) |