Краткая характеристика подтемы и рекомендации по ее изучению
Электросварка позволяет надежно оконцовывать, соединять и выполнять ответвление алюминиевых жил. Строительными нормами и правилами предусматривается применение электродуговой сварки плавящимся и неплавящимся (вольфрамовым) электродом в защитном газе и электросварки контактным разогревом. Электросварку плавящимся электродом в защитном газе используют для оконцевания жил (сечением 16—240 мм2) наконечниками ШАС проводов напряжением до 2 кВ и кабелей до 1 кВ. Для оконцевания жил (сечением 50—240 мм2) проводов напряжением до 2 кВ и кабелей до 35 кВ рекомендуются наконечники ЛАТ, для оконцевания жил (сечением 300—1500 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ — наконечники ЛАС. Электродуговую сварку неплавящимся электродом в защитном газе используют для оконцевания жил (сечением 16—240 мм2) проводов напряжением 2 кВ и кабелей до 1 кВ наконечниками ШАС и жил сечением 70—240 мм2 наконечниками ЛАТ.
Электросварку контактным разогревом с помощью полуавтоматического аппарата В КЗ применяют для соединения и ответвления жил суммарным сечением до 12,5 мм2 проводов напряжением до 2 кВ и кабелей до 1 кВ, а с помощью угольного электрода в клещах — для соединения и ответвления однопроволочных жил суммарным сечением до 10 мм2проводов напряжением до 2 кВ и кабелей до 1 кВ.
Указанные способы оконцевания, соединения и ответвления жил проводов и кабелей можно включать в упражнения для учащихся.
Как уже отмечалось, электросварку плавящимся и неплавящимся электродом относят к специальным работам, выполнение которых в условиях мастерских училища организовать сложно и дорого из-за необходимости специальных рабочих постов с вентиляционной вытяжкой, защитой работающего и окружающих от вредного влияния электрических лучей и брызг расплавленного металла, а также из-за использования газового хозяйства наряду с дорогостоящим электросварочным оборудованием. Кроме того, на эти упражнения за весь курс обучения может быть отведено не более 2—3 ч, что недостаточно.
Электросварка контактным разогревом—это способ, доступный всем электромонтажникам (прошедшим обучение), широко распространенный в электромонтажной практике, поэтому он должен быть изучен в мастерских училища и на объектах базового предприятия.
Электросварка контактным разогревом позволяет образовать цельнометаллический монолит в месте соединения алюминиевых, медных проводников и медных проводников с алюминиевыми. Температура, необходимая для электросварки, получается благодаря повышенному выделению тепла в места ухудшенного контакта (угольный электрод — сплавляемый проводник).
Электросварку ведут с применением флюса, который раскисляет окисную пленку алюминия и защищает его от окисления во время сварки. В клещах с использованием обоймы и в аппарате ВКЗ-1 пленка окиси ломается и смешивается с алюминием жил механическим путем (без помощи флюса).
В электромонтажной практике наибольшее распространение имеет флюс ВАМИ, состоящий из 50% хлористого калия, 30% хлористого натрия и 20% криолита. Температура плавления флюса 630° С. Флюс ВАМИ менее активно растворяет пленку, чем другие флюсы, менее гигроскопичен и в меньшей степени опасен в отношении коррозии алюминия, быстро плавится и в первой фазе сварки покрывает поверхность металла жидкой пленкой, которая образует в дальнейшем твердую корку шлака. Этот флюс применяется во всех случаях соединения и оконцевания проводов и кабелей с алюминиевыми жилами при условии последующей защиты мест сварки.
Перед употреблением порошок флюса достают из герметических банок и разводят водой до консистенции густой сметаны. На 100 мае. ч. порошкообразного флюса берут 30—40 мае. ч. воды. Не следует применять избыточное количество флюса, так как при этом увеличивается опасность коррозии, а процесс сварки не улучшается.
Если соединение не выполняется в кабельных муфтах, то требуется специальная защита от коррозии. Место сварки после обработки обильно покрывают влагостойким лаком, изолируют лентой и покрывают каждый слой ленты этим же лаком. В качестве влагостойких лаков применяют глифталевый ГФ-95, асфальтовый изоляционный, поливинилхлоридный, эмалевый и др.
При изучении этой подтемы обращают особое внимание на умение пользоваться сварочным оборудованием, инструментами и приспособлениями. Необходимо научиться контролировать качество сварки и уметь герметизировать место соединения или оконцевания. Следует тщательно изучить вопросы техники безопасности.
Инструкционная карта 29. Соединение алюминиевых жил электросваркой с помощью угольного электрода и держателя

/ — электрододержатель, 2 — угольный электрод, 3 — алюминиевые однопроволочные провода, 4 — токопроводящий зажим
Область применения: лучший способ для соединения алюминиевых жил (сечением до 10 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ.
Учебные цели: изучить способ электросварки жил мелких сечений с применением флюса; научиться соблюдать правила техники безопасности при выполнении электросварочных работ методом местного разогрева; научиться подготавливать жилы и флюс для электросварки; освоить приемы электросварки, обработки места сварки изолировки.
Требования. Соединение (ответвление) должно иметь хороший электрический контакт, а также быть надежным. У места сварки не должно быть подплавления жил и нарушения изоляции.
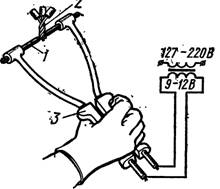
Инструменты и приспособления: клещи для снятия изоляции КСИ-1, МБ-1, монтерский нож, комбинированные плоскогубцы, волосяная кисточка, щетка из кардоленты, понижающий трансформатор напряжением 127—220—12 В мощностью 0,5 кВ-А, угольный электрод с электрододержателем и токоподводящий зажим.
Материалы: липкая изоляционная лента и изолирующие колпачки, бензин, влагостойкий лак, наждачная бумага или стеклянная шкурка, чистая тряпочка или ветошь, флюс ВАМИ, разведенный водой до консистенции густой сметаны.
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Снять изоляцию специальными клещами или монтерским ножом на расстоянии 25—30 мм от конца жил. Лезвие ножа должно быть расположено под углом к концу жилы во избежание ее надреза
|
| Снятие изоляции
|
|

| Зачистить жилы до металлического блеска щеткой из кардоленты или наждачной бумагой Скрутить зачищенные жилы пассатижами
|
| Зачистка жил и скрутка
|
|
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Смазать концы скрученных жил на расстоянии 5—6 мм от их торцов тонким слоем флюса ВАМИ с помощью волосяной кисточки, не допуская попадания флюса на изоляцию
|
| Покрытие флюсом
|
|

| Расположить жилы вертикально, зажать в держателе Прижать к жилам угольный электрод и удерживать его до расплавления алюминия и образования сварного шарика. После этого надо отключить сварочный аппарат, а не отрывать электрод во избежание разбрызгивания расплавленного металла
|
| Сварка скрутки
|
|

| Удалить остатки флюса и шлаков щеткой из кардоленты Промыть место сварки бензином и покрыть влагостойким лаком Убедиться, что в месте сварки и на жилах не осталось флюса и шлаков
|
| Обработка места сварки
|
|
| Надеть на место сварки и оголенную часть жил полиэтиленовые колпачки или изолировать их липкой изоляционной лентой
|
| Изолировка
|
|

Инструкционная карта 30. Соединение алюминиевых жил с медными электросваркой с помощью угольного электрода
1. — электрододержатель, 2 — угольный электрод, 3 — алюминиевая жила, 4 — медная жила, 5 — токоподводящий держатель
Область применения: лучший способ для соединения алюминиевых жил (сечением 2,5—10 мм2) с медными (сечением 2,5—4 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ.
Учебные цели: изучить способ электросварки алюминиевых жил с медными с помощью флюса; закрепить умение соблюдать правила техники безопасности при выполнении электросварочных работ методом местного разогрева; научиться подготавливать жилы и флюс для электросварки; освоить приемы электросварки, обработки места сварки и изолировки.
Требования. Соединение (ответвление) должно иметь хороший электрический контакт. У места сварки не должно быть подплавления жил и нарушения изоляции.
Инструменты и приспособления: клещи для снятия изоляции КСИ-1, МБ-1, монтерский нож, комбинированные плоскогубцы, волосяная кисточка, щетка из кардоленты, понижающий трансформатор напряжением 127—220—12 В мощностью 0,5 кВ-А, угольный электрод с электрододержателем и токоподводящий зажим.
Материалы: липкая изоляционная лента и изолирующие колпачки, бензин, влагостойкий лак, наждачная бумага или стеклянная шкурка, чистая тряпочка или ветошь, флюс ВАМИ, разведенный водой до консистенции густой сметаны.
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Снять изоляцию с конца алюминиевой жилы на расстоянии 60 мм, а с медной — на расстоянии 20—30 мм с помощью специальных клещей или монтерским ножом Зачистить оголенную часть жил до металлического блеска щеткой из кардоленты, наждачной бумагой или стеклянной шкуркой
|
| Снятие изоляции
|

| Скрутить зачищенные жилы пассатижами так, чтобы на медную жилу были навиты 3— 4 витка алюминиевой жилы. При этом медная жила должна выступать из-под витков на 3— 4 мм Можно зачистить алюминиевую и медную жилы на одинаковую длину (25—30 мм), сложить вместе и на них навить 3—4 витка алюминиевой проволоки
|
| Скрутка жил
|

| Покрыть концы скрученных жил на расстоянии 5—6 мм от их торцов разведенным флюсом ВАМИ с помощью волосяной кисточки, не допуская попадания флюса на изоляцию
|
| Покрытие флюсом
|

| Расположить жилы вертикально Зажать жилы в держателе Прижать угольный электрод к выступающему концу медной жилы Отвести электрод после расплавления выступающего конца медной жилы и 1—2 витков алюминиевой. При этом соединение продолжает некоторое время плавиться, образуя монолитный шарик
|
| Сварка скрутки
|
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Очистить место сварки от остатков флюса и шлаков щеткой из кардоленты, промыть бензином и покрыть влагостойким лаком Убедиться, что место сварки очищено от флюса и шлаков
|
| Обработка места сварки
|
|

| Надеть на место сварки и оголенную часть жилы полиэтиленовые колпачки или изолировать их тремя слоями липкой изоляционной ленты, каждый слой которой покрывают лаком
|
| Изолировка
|
|
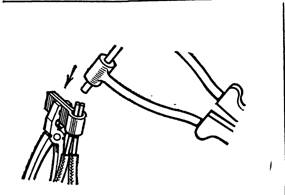
Инструкционная карта 31. Соединение алюминиевых жил в клещах с двумя угольными электродами
1 — угольный электрод, 2 — скрутка алюминиевых жил, 3 — двухэлектродные клещи
Область применения: лучший способ для соединения ответвления алюминиевых жил (суммарным сечением до 10 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ.
Учебные цели: изучить способ электросварки жил мелких сечений с помощью флюса; научиться соблюдать правила техники безопасности при выполнении электросварочных работ методом местного разогрева; научиться подготавливать жилы и флюс для электросварки; освоить приемы электросварки, обработки места сварки и изолировки.
Требования. Соединение (ответвление) должно иметь хороший электрический контакт и надежную герметизацию. У места сварки не должно быть подплавления жил и нарушения изоляции.
Инструменты и приспособления: клещи для снятия изоляции КСИ-1, МБ-1, монтерский нож, комбинированные плоскогубцы, волосяная кисточка, щетка из кардоленты, понижающий трансформатор напряжением 127—220—12 В мощностью 0,5 кВ-А, двухэлектродные клещи.
Материалы: липкая изоляционная лента и изолирующие колпачки, бензин, влагостойкий лак, наждачная бумага или стеклянная шкурка, чистая тряпочка или ветошь, флюс, разведенный до консистенции сметаны.
Эскизы и наименование операций
Инструктивные указания и пояснения

| Удалить изоляцию специальными клещами или монтерским ножом на расстоянии 25— 30 мм от конца жил. Лезвие ножа должно быть направлено под углом к концу жилы во избежание ее надрезания
|
| Снятие изоляции
|
|

| Зачистить жилы до металлического блеска щеткой из кардоленты или наждачной бумагой Скрутить зачищенные жилы пассатижами, не допуская скручивания жил, находящихся в изоляции
|
| Зачистка жилы и скрутка
|

| Смазать концы скрученных жил на расстоянии 5—6 мм от их торцов тонким слоем разведенного флюса ВАМИ с помощью волосяной кисточки, не допуская попадания флюса на изоляцию
|
| Покрытие флюсом
|
|

| Расположить подготовленные концы жил вертикально — концами вниз Замкнуть и раскалить концы угольных электродов Отключить клещи Прижать раскаленные электроды клещей к торцам жил и удерживать их в этом положении до расплавления жил и появления шарика расплавленного алюминия Отвести электроды клещей
|
| Сварка скрутки
|

| Удалить остатки флюса и шлаков щеткой из кардоленты Промыть место сварки бензином и покрыть влагостойким лаком, предварительно убедившись в отсутствии флюса и шлаков
|
| Обработка места сварки
|
| Изолировка
| Надеть на место сварки и оголенную часть жил полиэтиленовые колпачки или изолировать их липкой изоляционной лентой
|
Инструкционная карта 32. Соединение алюминиевых жил электросваркой клещами с применением обойм

1 — обойма из стальной полоски, 2 — угольные электроды, 3 — двухэлектродные клещи
Область применения: для соединения и ответвления алюминиевых жил (суммарным сечением до 10 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ.
Учебные цели: изучить способ электросварки жил мелких сечений без применения флюса в стальных обоймах; научиться подготавливать жилы и обоймы для электросварки; освоить приемы электросварки и изолировки.
Требования. Соединение должно иметь хороший электрический контакт и надежную герметизацию. У места сварки не должно быть подплавления жил и нарушений изоляции.
Инструменты и приспособления: клещи для снятия изоляции КСИ-1, МБ-1, монтерский нож, комбинированные плоскогубцы, ножницы по металлу, волосяная кисточка, щетка из кардоленты, понижающий трансформатор напряжением 127—220—12 В мощностью 0,5 кВ-А, двухэлектродные клещи.
Материалы: стальные полоски толщиной 0,3—0,5 мм и размером 15X150 мм, липкая изоляционная лента и изолирующие колпачки, бензин, влагостойкий лак, наждачная бумага или стеклянная шкурка, чистая тряпочка или ветошь, флюс ВАМИ, разведенный водой до консистенции сметаны.
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Удалить изоляцию специальными клещами или монтерским ножом на расстоянии 25— 30 мм от конца жил. Лезвие ножа должно быть направлено под углом к концу жилы во избежание ее надрезания
|

| Зачистить жилы до металлического блеска щеткой из кардоленты или наждачной бумагой Изогнуть жилы клещами КУ-1, комбинированными плоскогубцами или пассатижами, как показано на эскизе. Жилы должны плотно прилегать друг к другу
|
| Зачистка жил и изгибание
|
|
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Подготовить стальную полоску толщиной 0,3—0,5 мм и размером 15x150 мм Обернуть жилы* стальной полоской, образующей обойму, чтобы торцы жил выступали из обоймы на 2 мм
|
| Установка обоймы
|
|
| Сжать обойму плоскогубцами и удерживать ее вертикально концами жил вверх Зажать верхнюю часть обоймы между электродами клещей Расплавить концы жил (начало плавления определяется по осадке металла в обойме), после чего разжать клещи и легким ударом электрода осадить верхние концы жил, выступающие из обоймы
|
| Сварка жил
|
|
| Снятие обоймы
| Удалить обойму после полного остывания металла
|
| Обработка места сварки
| Зачистить место сварки щеткой из кардоленты и покрыть соединение влагостойким лаком
|

| При соединении жил открыто прокладываемых проводов и их ответвлений разогнуть жилы у места сварки с учетом расположения изоляционной опоры, к которой будет крепиться жила
|
| Разгибание соединения (при открытой прокладке проводов)
|
|

| Соединения, выполняемые в коробках, ящиках, изолируют полиэтиленовыми колпачками, а при открытой прокладке проводов — липкой изоляционной лентой
|
| Изолировка
|
|

Инструкционная карта 33. Соединение алюминиевых жил электросваркой с помощью аппарата В КЗ-1 без применения флюса
1 — губки зажима провода, 2 — угольный электрод, 3, 7 — передняя и задняя стойки с отверстиями, 4, 6 — передний и задний бортики стержня, 7 — полый стержень подачи, 8 — пружина подачи, 9 — сварочный пистолет, 10, 11 — контакты отключения и включения, 12 — спусковой рычаг, 13 — основание сварочного пистолета, 14 — сварочный трансформатор 220/10 В, 15 — реле включения, 16 — трансформатор в цепи управления 220/36 В
Область применения: лучший способ для соединения и ответвления алюминиевых жил (суммарным сечением до 12,5 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ при стендовой заготовке. Учебные цели: изучить устройство и принцип действия полуавтоматического аппарата ВКЗ-1; с его помощью освоить приемы выполнения электросварки без применения флюса.
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|
| Изучение устройства и принципа действия аппарата ВКЗ-1
| Принцип сварки в полуавтоматическом аппарате ВКЗ-1 заключается в том, что при движении угольного электрода пленка окиси ломается, а расплавленный алюминий жил перемешивается, чем и обеспечивается надежный электрический контакт
|

| Отвернуть зажимную гайку-колпачок (/) Вставить угольный электрод (//) Надеть гайку-колпачок (///) Навинчивая гайку-колпачок, плотно прижать угольный электрод (IV) Сжать пружину подачи с помощью рычага— взвести аппарат (V) Благодаря проделанным операциям аппарат подготовлен к автоматической электросварке после нажатия спускового рычага Полуавтоматические аппараты могут иметь и другую конструкцию. Чаще всего их используют при заготовке электропроводок в мастерских, на заготовительных участках
|
| Подготовка аппарата к сварке
|
|
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Удалить изоляцию с концов жил на длине 35—40 мм клещами или монтерским ножом Зачистить жилы до металлического блеска щеткой из кардоленты или наждачной бумагой Скрутить зачищенные жилы пассатижами
|
| Подготовка концов жил
|

| Разжать губки зажима проводов нажатием большого пальца правой руки на рычаг аппарата и, не ослабляя нажима на рычаг, удерживать губки зажима проводов в открытом состоянии Убедиться, что контактные поверхности между губками чистые и обеспечивают хороший электрический контакт
|
| Разжатие губок зажима проводов
|

| Вставить скрутку между губками зажима проводов до упора в дно угольного электрода Опустить рычаг (губки зажима проводов сдвинутся и закрепят скрутку, обеспечив одновременно хороший электрический контакт) Нажать указательным пальцем спусковой рычаг (включается ток сварки, одновременно освобождается и начинает двигаться полый стержень подачи вместе с угольным электродом). После этого сварка идет автоматически. Не доходя на 1 мм до конечного положения электрода, ток автоматически отключается
|
| Сварка скрутки
|

| После остывания места сварки нажатием большого пальца правой руки на рычаг раздвинуть губки зажима проводов и вынуть сваренную скрутку Отпустить рычаг
|
| Освобождение скрутки
|
|
| Эскизы и наименование операций
| Инструктивные указания и пояснения
|

| Проверить качество соединения, зачистить место сварки щеткой из кардоленты (/) Покрыть соединение влагостойким лаком. Надеть на соединение полиэтиленовый колпачок (II) или изолировать его с помощью липкой изоляционной ленты
|
| Обработка места сварки и изолировка
|
|
Требования. Соединение должно иметь хороший электрический контакт, а жилы в местах захвата зажимными губками аппарата должны быть без повреждений.
Инструменты и приспособления: клещи для снятия изоляции КСИ-1, МБ-1, монтерский нож, комбинированные плоскогубцы, щетка из кардоленты, аппарат ВКЗ-1.
Материалы: липкая изоляционная лента и изолирующие колпачки, влагостойкий лак, наждачная бумага или стеклянная шкурка, отрезки проводов и кабелей мелких сечений.





