
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Е. Г. Бурмистров, Т. А. МихееваСтр 1 из 11Следующая ⇒
Е. Г. Бурмистров, Т. А. Михеева ПЛАЗОВЫЕ РАЗМЕТОЧНЫЕ РАБОТЫ Часть 2. Плазовая разбивка
Справочные материалы и лабораторный практикум для профессиональной подготовки разметчиков плазовых Нижний Новгород Издательство ФГОУ ВПО «ВГАВТ» УДК 629.12.011.002:621.751 Б 91 Бурмистров, Е.Г., Михеева, Т.А. Плазовые разметочные работы. Часть 2. Плазовая разбивка: справочные материалы и лабораторный практикум для профессиональной подготовки разметчиков плазовых / Е.Г. Бурмистров, Т.А. Михеева. - Н. Новгород, Изд-во ФГОУ ВПО «ВГАВТ», 2009.–78 с. Приведены справочные материалы и указания к выполнению лабораторных работ по разделу «Плазовая разбивка» дисциплины «Технология судостроения» (профессиональная подготовка с присвоением квалификации «Разметчик плазовый»). Справочные материалы содержат сведения о разбивке корпуса судна на плазе, согласовании проекций плазовой разбивки, построении растяжки наружной обшивки, способах определения истинных формы и размеров деталей. Материал может быть использован так же для выполнения соответствующих разделов в курсовых проектах по дисциплинам «Теория корабля», «Конструкция корпуса металлического судна», «Технология судостроения», «Технология судоремонта» а так же в дипломных проектах. Лабораторный практикум разработан с целью закрепления практического материала и получения практических навыков выполнения плазовых разметочных работ. Издание предназначено для профессиональной подготовки разметчиков плазовых, студентов, обучающихся по специальности 180101 - Кораблестроение, работников судостроительных предприятий.
ã ФГОУ ВПО «ВГАВТ», 2009 Введение Целью данной части справочных материалов и лабораторного практикума является ознакомление студентов с основными геометрическими построениями, выполняемыми при разбивке корпуса судна на плазе и выработка практических навыков соответствующих построений. Независимо от конечной формы деталей их вырезают из листового или профильного проката соответственно в виде плоских или прямых профильных заготовок. Поэтому большой объём в плазовых работах занимают процессы определения конфигурации и размеров таких заготовок. В сложившейся судостроительной практике, по степени использования плазовых разбивок и необходимости выполнения вспомогательных геометрических построений, все детали корпуса делят на пять групп:
1. Детали, не связанные с обводами корпуса; 2. Детали, проецируемые на плоскость мидель-шпангоута без искажений; 3. Плоские детали, расположенные вдоль корпуса судна перпендикулярно или наклонно к плоскости мидель-шпангоута; 4. Изогнутые детали со сломом, цилиндрические и конические, расположенные вдоль корпуса судна перпендикулярно или наклонно к плоскости мидель-шпангоута; 5. Детали двоякой кривизны, изогнутые в продольном и поперечном направлениях. Форма и размеры деталей первой группы полностью задаются рабочими чертежами. Вычерчивание их эскизов, как правило, не требует каких-либо вспомогательных построений. Детали второй группы могут быть получены в виде плоских заготовок, вычерченных по размерам и лекальным обводам плазового корпуса. Детали третьей группы имеют контуры и размеры, которые можно получить только с помощью растяжки особой вспомогательной линии, называемой строевой. Детали четвёртой группы для получения плоской заготовки могут быть развёрнуты с помощью правил начертательной геометрии или при расположении образующей листа параллельно ДП путём перемещения точек в плоскостях шпангоутов. Детали пятой группы теоретически не могут быть развёрнуты на плоскость простыми геометрическими методами. Для определения формы и размеров плоской заготовки в таких случаях применяют специальные приближённые геометрические методы. В I-й части пособия даётся общая характеристика плазовых работ. Приводятся методы выполнения плазовой разбивки, согласования её проекций, разработки практического (плазового) корпуса. Во II-й части приводятся справочные материалы и общая информация об основных способах определения истинных формы и размеров деталей различных групп, порядке и правилах оформления соответствующей графической документации. В III-й части приведён лабораторный практикум, разработанный из условия получения практических навыков определения формы и размеров деталей различных групп, пользования разметочным и проверочным инструментом, профильной технической литературой и справочными материалами.
Содержание пособия соответствует требованиям «Государственного образовательного стандарта высшего профессионального образования» в части содержания специальной дисциплины «Технология судостроения (профессиональная подготовка)» и определения задач профессиональной деятельности выпускника специальности 180101 – Кораблестроение. Материал пособия структурирован по тематике выполняемых лабораторно-практических работ на восемь частей и включает: плазовую разбивку корпуса судна; разработку практического корпуса судна; выполнение растяжки наружной обшивки корпуса; разработку карт эскизов деталей первой и второй групп; определение формы и размеров деталей третьей – пятой групп; плазовое определение формы сборочно-сварочной оснастки. Принятая в практикуме система изложения материала направлена на упрощение процесса индивидуальной и бригадной подготовки плазовых разметчиков и способствует формированию высококвалифицированных специалистов в области плазовой подготовки судостроительного производства. При разработке лабораторного практикума особое внимание уделено возможности самостоятельного изучения и освоения рассматриваемых вопросов. Помимо обучения студентов настоящее издание может быть использовано практическими работниками верфей. I. ПЛАЗОВЫЕ РАБОТЫ Практический корпус судна
1.3.1. Практический корпус – чертёж проекции «корпус» теоретического чертежа, выполненный по практическим шпангоутам в масштабе (см. рис. 1.3). В большинстве случаев, в целях графической разгрузки чертежа, на нём даются только чётные шпангоуты.
1.3.2. На практическом корпусе, кроме практических шпангоутов наносят теоретические линии положения продольных связей (палуб, платформ, второго дна, кильсонов, стрингеров, рёбер жёсткости, скулового киля и т. п.), стыки и пазы наружной обшивки (паз – соединение листов обшивки корпуса судна, идущее вдоль корпуса, стык – соединение листов наружной обшивки, идущее поперёк судна). 1.3.3. Положение теоретических линий набора металлического корпуса всех типов судов установлено ГОСТ 2146–57. Согласно данному ГОСТ для всех конструкций и профилей теоретические линии набора проходят по сторонам, ближайшим к основным плоскостям судна (ДП, ОП и ПМШ) за исключением: а) шахт, барабанов и комингсов люков, теоретическая линия которых проходит по внутренней стороне листа; б) закрытых профилей, теоретическая линия которых представляет собой ось профиля.
Теоретическая линия вертикальных связей, совпадающих с ДП, проходит посередине вертикального листа. Теоретическая линия мидель-шпангоута обращена в корму. Примеры положения теоретических линий и откладывания толщин связей для некоторых корпусных конструкций приведены на рис. 1.4. 1.3.4. Практический корпус содержит некоторые числовые данные, определяющие положение продольных связей, пазов и стыков листов наружной обшивки (размер шпации в характерных районах корпуса, отстояние стыка или паза от ближайшей рамной связи и др.). Для обозначения пазов и стыков на чертеже принят знак S. Кроме того, на чертеже приводятся вспомогательные надписи, уточняющие принадлежность тех или иных линий к определённым группам связей.
1.3.5. Чертёж уточняется и корректируется после разработки чертежа наружной обшивки. Для облегчения чтения чертежа теоретические линии притыкания рамных (кильсонов, стрингеров, платформ) и холостых (рёбра жёсткости) продольных связей обозначают линиями различного типа: рамные – утолщенной штрих-пунктирной линией, холостые – штриховой.
III группы
2.2.1. Деталями III группы называют плоские детали, расположенные вдоль корпуса судна перпендикулярно или наклонно к плоскости ПМШ. Контуры и размеры таких деталей можно получить с помощью растяжки особой вспомогательной линии, называемой строевой. 2.2.2. Строевая – это линия, построенная на плазовом корпусе по определённому закону. К её построению прибегают в тех случаях, когда линии на корпусе проецируются в искажённом виде.
2.2.3. Построение строевой можно выполнять с использованием правил начертательной геометрии, представляя проекцию любой кривой линии как предел ломаной. При этом можно применить известное правило о том, что длина отрезка пространственной прямой, не параллельной плоскостям проекций, равна гипотенузе прямоугольного треугольника, одним катетом которого является проекция отрезка на плоскость, другим – разность расстояний концов отрезка от той же плоскости. Применительно к продольным линиям, искажаемая проекция которых имеется на корпусе, одним из катетов прямоугольного треугольника является размер шпации Ш, другим – расстояние между точками пересечения шпангоутов с продольной линией П (прогресс). Так, истинная длина слабо изогнутой кривой АВ (рис. 2.2) будет равна 2.2.4. Растяжку продольной линии корпуса можно определять графически. Для этого огибанием рейкой проекции линии АД на корпусе определяют прогрессы П1…П4, а затем выполняют построения, приведённые на рис. 2.3. Получив точки А, Б, В, Г, Д, соединяют их плавной кривой, затем огибают рейкой и отмечают на рейке концы продольной линии.
Расстояние между отмеченными точками в спрямлённом виде является растяжкой рассматриваемой продольной линии.
2.2.5. На рис. 2.4 и 2.5 показаны схемы определения формы и размеров бокового кильсона в носовой оконечности корпуса. Как видно из построений, растяжка строевой изображается прямой линией, истинная длина которой в первом случае (рис. 2.4) равна сумме истинных шпаций (Ш), во втором (рис. 2.5) – сумме расстояний между шпангоутами, взятыми по растяжке строевой и называемыми растянутыми шпациями (РШ). 2.2.6. Построение развёртки кильсона начинают с построения контрольных (строевых) линий на плазовом корпусе. Если кильсон, расположен параллельно диаметральной плоскости, то строевую отмечают одной риской в произвольно выбранном месте (риска С на рис. 2.4). Затем к линии кильсона прикладывают рейку и на неё выносят с плаза строевую риску и точки пересечения кильсона с линиями шпангоутов наружной обшивки и второго дна. На боковой проекции одноимённых шпангоутов параллельно основной линии пробивают строевую линию. Совмещая строевую линию с рейкой, накалывают точки верхней и нижней кромок кильсона на каждом шпангоуте. По этим точкам прочерчивают линии, которые и определяют контур развёртки данного кильсона в районе 10–14 шпангоутов. 2.2.7. Для построения контура кильсона, расположенного не параллельно диаметральной плоскости (рис. 2.5, а), выполняют дополнительные построения, которые в основном сводятся к определению истинной длины стрингера (его растяжки). Как и в первом случае, прочерчивают строевую линию перпендикулярно к линиям проекции стрингера.
По этой линии на рейку снимают точки её пересечения с каждым из шпангоутов, то есть величину прогрессов проекции стрингера (рейка р-1). Одновременно, совмещая строевые линии, на рейку снимают точки пересечения линий стрингера с линиями шпангоутов наружной обшивки и второго дна (рейка р-2). На боковой проекции по размеру, снятому с рейки р-2, определяют уклон положения стрингера, то есть растяжку строевой линии или размеры увеличенной (растянутой шпации). Рейку укладывают по линии растяжки строевой, снимают на неё размер растянутых шпаций (отмечают рисками точки пересечения строевой со шпангоутами) и прочерчивают линии шпангоутов (параллельно основным шпангоутам) растянутых шпаций. Далее пробивают строевую линию, параллельную ОЛ. Совмещая риски с рейки р-2 по вновь прочерченным шпангоутам, накалывают точки верхней и нижней кромок кильсона. По наколотым точкам прочерчивают линии, которые определяют контур кильсона. 2.2.8. В случае горизонтальности второго дна, что обычно для большинства судов, за строевую линию принимают верхнюю кромку кильсона (точку при втором дне), так как на развертке она будет прямой линией, расположенной перпендикулярно к шпангоутам (см. рис. 2.6, б). Если линия кильсона расположена наклонно, её развёртку выполняют таким же способом, но с обязательным прочерчиванием строевой линии.
2.2.9. Построение развёрток бортовых стрингеров выполняется аналогично построению развёрток кильсонов. На рис. 2.6 дано построение контуров бортовых стрингеров.
У горизонтального стрингера (рис. 2.6, а) на рейку р-1 наносят точки бортовой и внутренней кромок его по каждому шпангоуту. На продольной проекции пробивают строевую линию и, совмещая строевые, накалывают эти точки на одноимённых шпангоутах. Через вынесённые точки прочерчивают линии бортовой и внутренней кромок, которые определяют развёртку данного стрингера. 2.2.10. Для бортового стрингера с уклоном (рис. 2.6, б)предварительно выполняют построения для определения растянутой шпации. На линиях шпангоутов на корпусе прочерчивают строевую линию (перпендикулярную к линиям стрингера). На рейку р-2 снимают замеры прогресса, вычерчивают их на боковой проекции и определяют размеры растянутой шпации РШ с помощью рейки р-4. Полученные шпангоуты растянутой шпации пробивают параллельно основным шпангоутам и перпендикулярно им пробивают строевую линию. Проецируют точки бортовой и внутренней кромок стрингера с корпуса на бок (по рейке р-3) и накалывают их на растянутых шпациях. Через вынесенные точки прочерчивают линии, получая развёртку бортового стрингера с уклоном. IV группы
2.3.1. Деталями IV группы называют изогнутые детали, расположенные перпендикулярно или наклонно к плоскости мидель-шпангоута (детали со сломом, цилиндрические и конические детали). Контуры и размеры деталей IV группы получают теоретически точными способами развёртывания на плоскость. Однако следует иметь в виду, что построения по теоретическим линиям не даёт абсолютно точной развёртки детали. 2.3.2. Деталями со сломом являются такие, у которых листы и шпангоуты на плазовом корпусе прочерчены в виде прямых ломаных линий. К этой группе деталей относятся листы килевого пояса, фальшбортов и др. Развёртки таких деталей выполняют обычными способами геометрических построений. 2.3.3. Как правило, листы килевого пояса на большей части корпуса расположены горизонтально, однако в составе наружной обшивки корпуса могут иметься листы, отогнутые по прямой линии. 2.3.4. Развёртка такого листа на плоскость несложна и выполняется в следующей последовательности (см. рис. 2.7, а). В верхней части изображена проекция участка килевой коробки. Пятка коробки горизонтальна и расположена под углом к ДП. Она представляет собой трапецию ЕАБЖ. Наклонная часть коробки – четырёхугольник АВДБ, линия слома – прямая АБ. Если мысленно разгибать коробку до совмещения отогнутой части с ОП, то пазовые точки В, Г и Д будут перемещаться в плоскостях, перпендикулярных линии слома АБ, то есть по траектории, указанной на рисунке пунктиром, и придут в положение В′, Г′, Д′.
Расстояние между точками А и В′ на развёртке будет равно длине участка 7 -го шпангоута между ОП и пазом на плазовом контуре. Указанных условий достаточно, чтобы однозначно определить конечное положение пазовой точки В′. Для других шпангоутов положение пазовых точек (Г′ и Д′) определяют аналогично. Соединяя пазовые точки с соответствующими точками линии слома, получают развёртку килевой коробки, ограниченную контуром ЕАВ′Д′БЖ. 2.3.5. В описанном построении опущены два существенных момента: во-первых, не принималась во внимание толщина развёртываемого листа, во-вторых, не учитывалось то обстоятельство, что при изгибе листа его участки сопрягаются не под углом, а по цилиндрической поверхности. 2.3.6. Величину допущенной погрешности можно оценить следующим образом. На рис. 2.7, б приведено реальное сечение изогнутого листа. Общая длина развёртки по нейтральному слою составит:
Для принятого способа определения длины развёртки:
Погрешность равна:
При наиболее распространённом случае, когда R=2s и φ=π/2, Δl=0,07s. Подобной погрешностью как правило пренебрегают. однако в некоторых случаях, например при гибке на 90° радиусом R=10·s, эта погрешность составляет уже 3,5·s, то есть является значительной и её необходимо учитывать. В таких случаях развёртку следует выполнять по нейтральному слою и показывать для каждого участка скругления не одну линию слома, а две – начало и конец изгиба. 2.3.7. Развёртка килевого листа, имеющего уклон в продольном направлении, требует более сложного построения. Сначала определяют растяжку киля в диаметральной плоскости. На боковой проекции строят шпангоуты с растянутой шпацией. Фактически этим определяют истинную длину листа от ДП до линии его слома. Затем снимают размеры полушироты листа до слома и выносят их на одноимённые шпангоуты на развёртке.
По вынесенным точкам прочерчивают линию слома на развёртке и подстраивают к ней ту часть листа, которая расположена за сломом. Для этого вычерчивают линии подъёма киля и проекции паза на боку (рис. 2.8, б). Из точки пересечения линии паза со шпангоутом опускают перпендикуляр на линию подъёма киля. Полученный размер l – есть отклонение точки паза от прямой линии шпангоута на развёртке листа. Такие построения можно сделать на каждом шпангоуте и, соединив все точки, получить линию паза на развёртке. Практически достаточно выполнить эти построения на одном среднем, а лучше на двух крайних шпангоутах. На остальных шпангоутах из точек при сломе делают радиусные дуги размерами, равными растяжке от линии слома до паза. Затем определяют растяжку паза. Установив рейку растяжки паза по крайним точкам (которые должны совпадать), наносят точки остальных шпангоутов на прочерченные дуги. Соединив эти точки с точками шпангоутов при сломе, получают линии шпангоутов на развёртке, прочерчивают линию паза через все точки шпангоутов и получают контур развёртки половины килевого листа с уклоном. Вторая половина листа симметрична. При развёртке листов килевого пояса необходимо учитывать толщину листа и производить построения по специально прочерченным нейтральным линиям листа. 2.3.5. Цилиндрические листы, входящие в состав наружной обшивки, разворачивают специфическим методом. В верхней части рис. 2.9 приведена проекция листа на плазовом корпусе. В нижней – его проекция на ОП (параллелограмм АБВГ).
Спроецировав лист ещё раз на плоскость, параллельную образующей (перпендикулярно стрелке А), получают истинную величину согнутого листа – контур А'Б'А'Г'В'Г'. Разогнув лист и совместив его с плоскостью проекций, получают развёртку листа, показанную на рисунке условным пунктиром. При разгибании листа пазовые точки шпангоутов будут перемещаться перпендикулярно к образующей Б'В', а длина дуги шпангоута на развёртке, например А"Б'А", будет равна длине дуги 17 -го шпангоута на плазовом корпусе. 2.3.6. Для нахождения стрелки погиби шпангоута на развёртке рассмотрим два заштрихованных треугольника ДЕЖ и ЖЗВ. Они подобны как прямоугольные треугольники с взаимно перпендикулярными сторонами. Катет ЕЖ равен искомой величине у, гипотенуза ДЖ – стрелке погиби шпангоута на плазовом корпусе т. Катет ЗВ равен расстоянию на плазовом корпусе между двумя шпангоутами, то есть прогрессу П, а гипотенуза ЖВ – растяжке образующей цилиндра между двумя шпангоутами Таким образом, изображение листа на плазовом корпусе содержит все исходные данные, необходимые для построения его развёртки. Развёртка строится так, как показано условным штрихпунктирном в правой части рис. 2.9, без выполнения промежуточных построений. Линия БВ на проекции «корпус» (Б'В' на развёртке) является строевой. Строевые на корпусе и развёртке должны быть прямыми. С них снимают ширину листа на корпусе и выносят на развертку. Линии шпангоутов на развертке листа, как правило, получаются кривыми. Величина стрелки погиби их зависит от поперечной кривизны листа и от величины угла, образуемого направлением листа к плоскости шпангоутов. 2.3.7. Определение стрелок погиби шпангоутов на развёрнутом листе конической формы производят следующим образом: на проекции листа на корпусе от верхнего до нижнего паза по шпангоутам прочерчивают хорду. При пересечении хорд со строевой линией получают точки а, b, с на шпангоутах 1, 2 и 3-м (рис. 2.10.). На шпангоуты боковой проекции проектируют точки а', Ь', с' и точки шпангоутов при строевой линии k', d', Г. На боковой проекции получают линии по строевой и по кромкам листа. Из строевой линии точки k', d', l/ перпендикулярно к ней проектируют на строевую линию кромок листа. Получают точки k", d", l". Полученные отрезки Х', Х" и Х"' соответственно будут стрелками погиби для 1, 2 и 3-го шпангоутов на развернутом листе.
2.3.8. Для определения стрелок погиби шпангоутов на развёрнутом листе пользуются специальным прибором М. Я. Макарова и А. М. Лебедева (рис. 2.11). Прибор состоит из четырёх линеек 1, 2, 3, 4 с миллиметровыми делениями и шести передвижных кареток 5, 6, 7, 8, 13 и 14. Две горизонтальные линейки имеют шарнирное соединение. Вертикальная линейка 3 шарнирно соединена с кареткой 6, а линейка 4 – с кареткой 7. Каретки 5, 6, 13 и 14 имеют зажимные винты 9, 10, 11 и 12. Для уменьшения размера и удобства пользования линейку 1 изготовляют длиной 250 мм. Поэтому размер шпации более 250 мм необходимо принимать в масштабе 1:2, 1:3 или 1:4. В таком же масштабе следует принимать размер прогресса П. В этом случае треугольник на приборе получится не истинный, а подобный, но величина его углов останется неизменной. Стрелку погиби шпангоута на развёрнутом листе определяют по формуле Растяжка шпации по строевой учитывается прибором автоматически. Для получения величины стрелки погиби на развёрнутом листе необходимо: а) каретку 14 установить на линейке 2 на расстоянии Ш, равном величине выбранного масштаба шпации, и закрепить винтом 9; б) на линейке 1 установить каретку 6 на расстоянии у, равном размеру погиби шпангоута на проекции листа на корпусе. Каретку закрепить винтом 10; в) каретку 5 установить и закрепить винтом 12 на линейке 4 на расстоянии П, равном прогрессу (в масштабе); г) на линейке 3 против указательной риски на плоскости каретки снять размер стрелки погиби в миллиметрах.
2.3.9. Для построения развёртки листов наружной применяют другой прибор Макарова – Лебедева – симметро-линейка (рис. 2.12, а). Линейка состоит из трёх линеек 1, 2 и 3, шарнирно соединённых рычагами I, II и III. Шарнирные соединения у средней линейки 2 соединены с ползунами 3 и 4, которые могут быть неподвижно закреплены на линейке при помощи зажимных винтов. Принцип использования данного прибора ясен из схем, приведённых на рис. 2.12, б и в. V группы (двоякой кривизны)
2.4.1. Детали V группы (листы двоякой кривизны) теоретически не могут быть развёрнуты на плоскость простыми геометрическими методами. При значительной кривизне поверхность таких листов совместить с плоскостью можно только путём растяжения одних зон и укорочения других. Поскольку большинство листов судового корпуса имеет незначительную кривизну, то развёртку листов всё же ведут специальными геометрическими методами, но все они являются приближёнными. 2.4.2. Для определения дополнительных данных, фиксирующих контур развёртываемого листа, существует более 50 различных способов, отличающихся большей или меньшей точностью и обоснованностью геометрических построений. Все графические способы развёртки листов в зависимости от типа вспомогательных построений, используемых при развёртке, можно разделить на две основные группы: 1) развёртки листов при помощи линий, идущих вдоль листа и пересекающих все его шпангоуты, то есть при помощи строевых; 2) развёртки листов при помощи диагональных линий. На отечественных заводах наибольшее распространение нашли из первой группы – способы Е. Е. Егорова и А. М. Челнокова, а из второй – диагональный (голландский) способ. 2.4.3. Развёртывание листа относительно строевой линии, проведённой на проекции «корпус», выполняют по определённому закону. Наиболее приемлемым законом является тот, который обеспечивает получение строевой линии на развёртке листа в виде прямой. Для повышения точности развёртки некоторые методы предусматривают построение нескольких строевых. 2.4.4. Метод Егорова. Метод, предложенный мастером Е. Е. Егоровым, сравнительно прост, но применим для развёртки листов с малой продольной и поперечной погибью и малыми перекосами, то есть с погибью, близкой к цилиндрической или конической поверхностям; в других же случаях применение этого метода даёт заметные отклонения от действительного контура развёрнутого листа и его следует применять осмотрительно. При развертке по методу Егорова строевую вычерчивают в виде прямой и на проекции листа и на его развёртке (рис. 2.13); все остальные линии листа будут менять свой вид и свое положение по мере развёртывания. На проекции листа выбирают средний шпангоут, проводят его хорду и из середины хорды восстанавливают перпендикуляр, который является строевой линией и пересекает (в пределах листа) всю группу шпангоутов. Эта прямая на корпусе одновременно является следом плоскости строевой, перпендикулярной к плоскостям шпангоутов и к хорде среднего шпангоута. За пределами проекции листа, близко к его стыку, обращенному к ДП, строят начальную линию, перпендикулярную к строевой. После этого проецируют на плоскость строевой оба паза и строевую линию, для чего на рейки 1, 2 и 3 снимают ординаты пазов и строевой от начальной линии (рис. 2.13, а).
Пробивая начальную линию и откладывая от неё на соответствующих шпангоутах снятые ординаты, получают проекцию обоих пазов и строевой на плоскость строевой (рис. 2.13, б), причём строевая в этом случае проецируется своей истинной длиной. Отдельно пробивают прямую, на которой откладывают точки пересечения шпангоутов с растянутой строевой и восстанавливают к ним перпендикуляры (рис. 2.13, в). На перпендикулярах по обе стороны от строевой откладывают соответствующие ширины листов по шпангоутам, снятые на рейку 4 с плазового корпуса. Отмеченные точки соединяют плавными кривыми и получают верхнюю и нижнюю пазовые кромки. Однако наличие на развёртке шпангоутных линий, изображённых в виде прямых отрезков, противоречит действительности; необходимо найти их искривление. Вместо стрелки погиби у при работе по методу Егорова учитывают сдвиг концевых точек шпангоутов. Для этого из точек пересечения шпангоутов со строевой (рис. 2.13, в) проводят нормали к строевой, которые пересекут обе пазовые линии. Отрезки аб для верхнего паза и вг для нижнего паза и будут теми сдвигами, которые получат на развёртке листа концы шпангоутов. Эти отрезки на развёртке следует откладывать в те же стороны, в какие берутся их размеры от шпангоутных сечений. 2.4.5. Метод А. М. Челнокова менее условен, более точен, технически обоснован и хорошо подходит для натурного плаза.При развёртке листов по методу А. М. Челнокова в качестве строевой используется так называемая средняя нормаль. Средняя нормаль – это кривая линия, пересекающая шпангоутные линии под прямыми углами к их касательным.
Графическое построение точек средней нормали на шпангоутах плазового корпуса выполняют следующим образом (рис. 2.14). Например, необходимо построить среднюю нормаль к шпангоутным кривым 11, 12, 13, начиная от точки О среднего шпангоута. Из точки О как из центра произвольным радиусом ОА засекают на линии шпангоута точки А и А'. Из точки О восстанавливают перпендикуляр ОС к хорде АА'. Затем из точки О произвольным радиусом ОБ делают засечки на линии соседнего шпангоута 13 в точках Б и Б'. Опускают перпендикуляр из точки О на хорду ББ' и полученный угол СОЕ делят пополам. Биссектриса этого угла пересечет шпангоут 13 в точке К, являющейся в первом приближении точкой средней нормали. При резко изменяющейся кривизне шпангоута касательная к кривой этого шпангоута в точке К иногда не будет параллельна хорде ББ'. Тогда перпендикуляр ОК не будет нормалью к этой кривой в точке К.
В таких случаях, приняв точку К за середину дуги, от неё в обе стороны шпангоута отмечают равные отрезки KB и KB'. На хорду ВВ' из точки О опускают перпендикуляр ОГ. Проводя биссектрису угла СОГ, на линии шпангоута 13 получают точку О', которая и будет искомой точкой средней нормали для 12 -го и 13 -гошпангоутов. Точка О', в свою очередь, будет исходной для построения пересечения средней нормали со следующим шпангоутом. Аналогичное построение ведется и в сторону 11 шпангоута. Полученные точки О, О' и О" соединяют плавной кривой, которая будет проекцией средней нормали листа на плазовом корпусе. Построение развёртки листа производят в следующей последовательности. На проекции разворачиваемого листа строят среднюю нормаль, начиная от среднего шпангоута. От неё вверх и вниз на расстоянии 300 мм по обводу шпангоутной линии строят дополнительные вспомогательные строевые – верхнюю и нижнюю (рис. 2.15, а). Для всех пяти продольных линий – верхнего и нижнего пазов, средней нормали и вспомогательных строевых – определяют растяжки, которые снимают на рейку; при этом растяжки пазов и средней нормали снимают на от дельные грани рейки, а растяжки вспомогательных строевых – на одну грань рейки и начиная от среднего шпангоута (шп. 21) к концевым. Так как на рейке риска среднего шпангоута для вспомогательных строевых совмещена, то на ней будут видны разности их растяжек по каждому шпангоуту (рис. 2.15, б), необходимые для определения положения средней нормали на «развернутом
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-27; просмотров: 1399; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.185.170 (0.062 с.) |
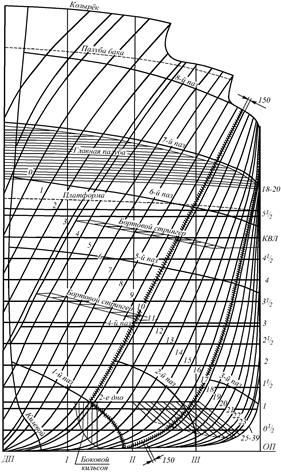

 Рис. 2.2. Определение истинной длины кривой
Рис. 2.2. Определение истинной длины кривой
 .
.





 .
.
 .
.
 .
.


 . Из подобия треугольников находят
. Из подобия треугольников находят  откуда выражают
откуда выражают  . Длину пазовых кромок определяют, построив их растяжки описанным выше способом.
. Длину пазовых кромок определяют, построив их растяжки описанным выше способом.

 ,где у – стрелка погиби шпангоута на корпусе, замеренная от хорды до шпангоута по строевой линии (линии средней нормали); Р – половина расстояния (прогресса) между основным и двумя крайними шпангоутами на корпусе, измеренная по строевой линии; РШ – растянутая шпация.
,где у – стрелка погиби шпангоута на корпусе, замеренная от хорды до шпангоута по строевой линии (линии средней нормали); Р – половина расстояния (прогресса) между основным и двумя крайними шпангоутами на корпусе, измеренная по строевой линии; РШ – растянутая шпация.






