Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
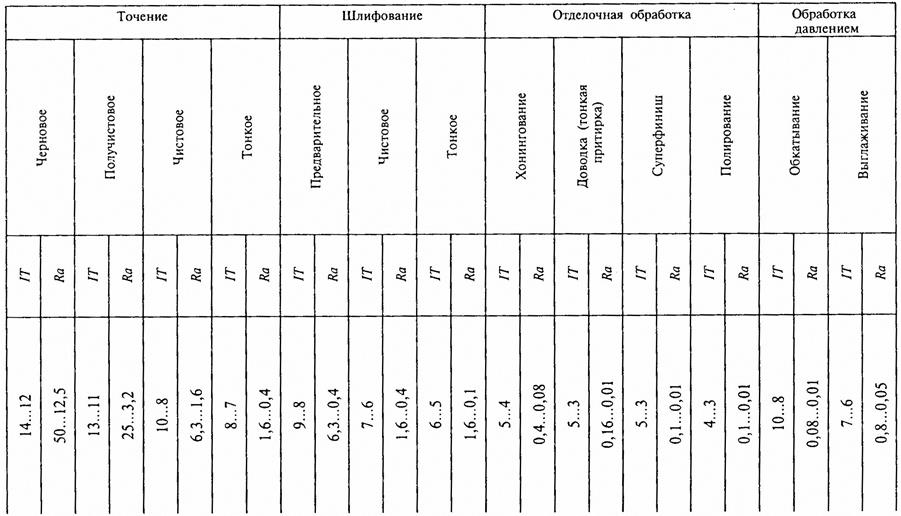
Основные методы и виды обработки наружных цилиндрических поверхностей
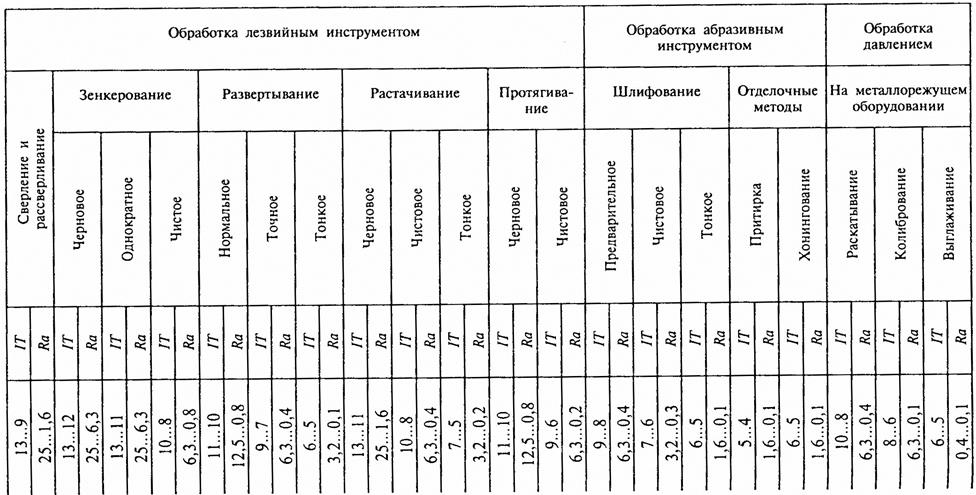
Таблица 5.14 Основные методы и виды обработки внутренних цилиндрических поверхностей
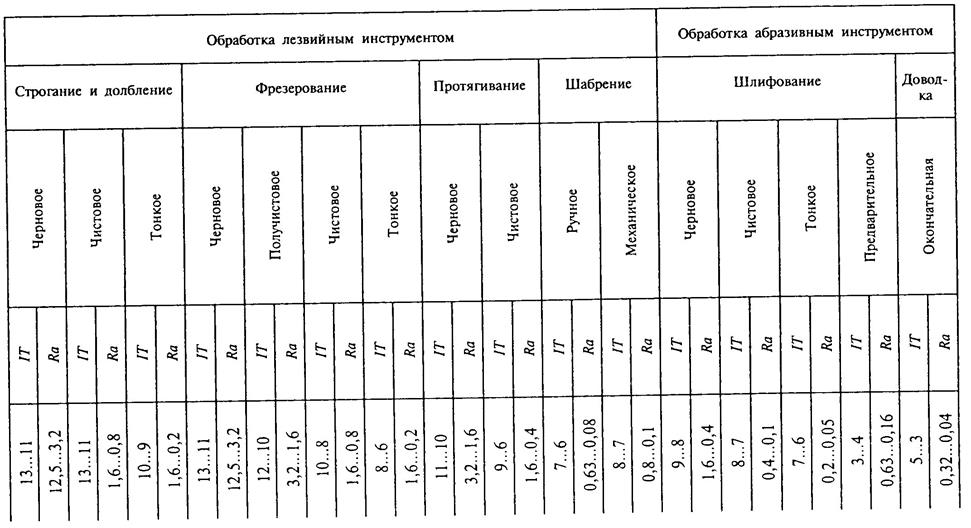
Таблица 5.15 Основные методы и виды обработки плоских поверхностей
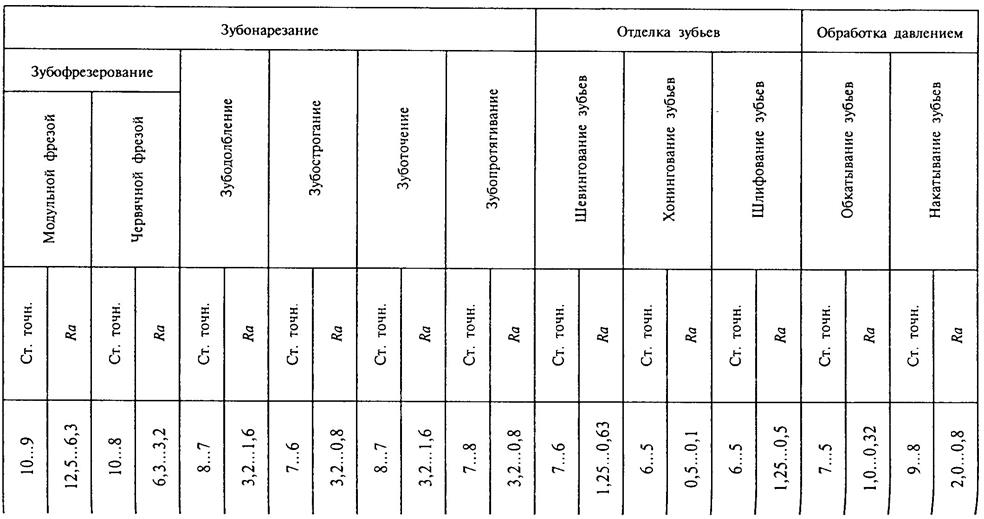
Таблица 5.16 Основные методы и виды формообразования зубьев зубчатых колес
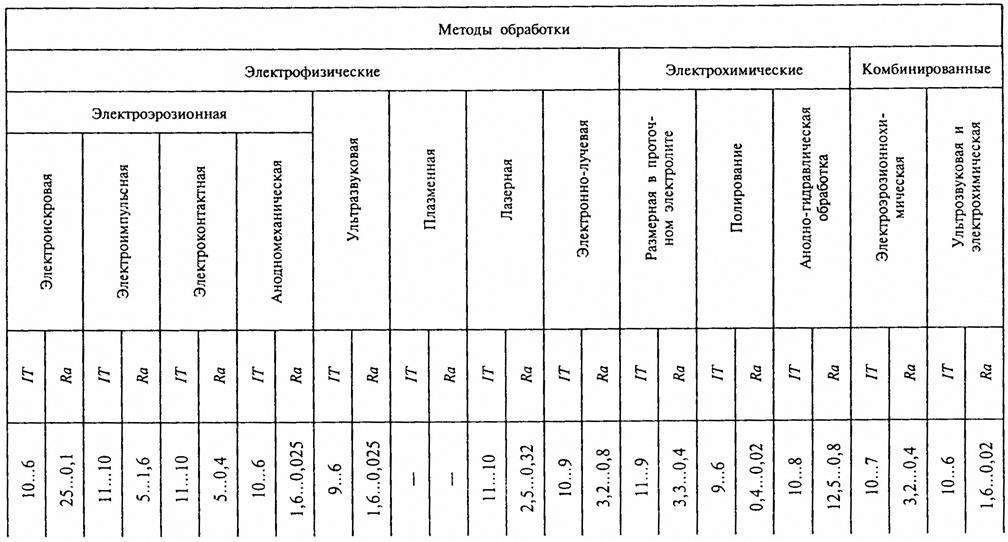
Таблица 5.17 Основные методы электрофизической и электрохимической обработки
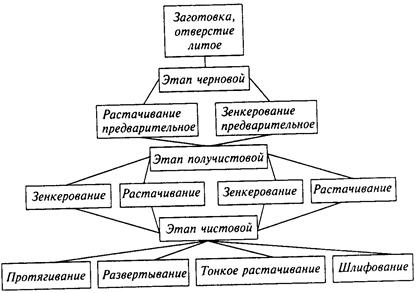
Пример. Обработать отверстие, полученное литьем по H8. На первом переходе (операции) могут применяться предварительное растачивание или предварительное зенкерование, обеспечивающие точность расположения и прямолинейность оси отверстия. В качестве окончательных переходов (операций), обеспечивающих точность
Рис. 5.31. Варианты обработки отверстия
размеров, формы и качество поверхностного слоя, можно назначить развертывание, тонкое растачивание и протягивание. На выбор конкретного варианта обработки в данном случае значительное влияние оказывают тип производства и конкретная производственная обстановка. Так, протягивание обычно применяется в крупносерийном и массовом производстве для обработки отверстий небольших и средних размеров. Развертывание используется во всех типах производств, но требует, чтобы на предыдущих операциях были обеспечены прямолинейность и точность положения оси отверстия. Тонкое растачивание может применяться во всех типах производства, но его использование обычно определяется наличием или отсутствием станков, соответствующих повышенным требованиям к точности, жесткости и кинематическим характеристикам. В качестве промежуточных методов обработки возможны чистовое зенкерование и чистовое растачивание. Применение того или другого метода определяется в основном требованиями точности расположения. Как правило, более высокую точность расположения и прямолинейность осей отверстий обеспечивает обработка однолезвийным инструментом, особенно на черновом и чистовом этапах. Таким образом, для данного конкретного случая можно предложить десять различных маршрутов обработки отверстия. Для более наглядного представления возможных вариантов рекомендуется при анализе структуры маршрута пользоваться схемой, представленной на рис. 5.31. Число вариантов, как показано выше, может быть уменьшено в зависимости от технологических задач, стоящих при изготовлении детали, типа производства, вида и метода получения заготовки, жесткости детали, необходимости обработки некоторых поверхностей за один установ и т. п.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 404; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.132.214 (0.005 с.) |