Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Цех окраски изделий с краскоприготовительным отделением
(номера зачётных книжек от 30 до 49)
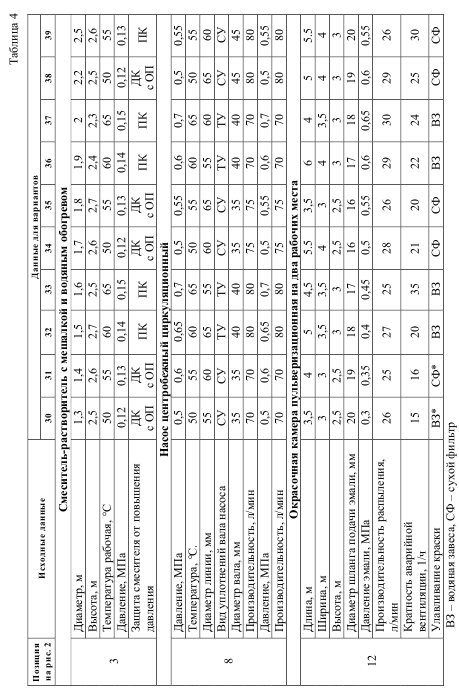
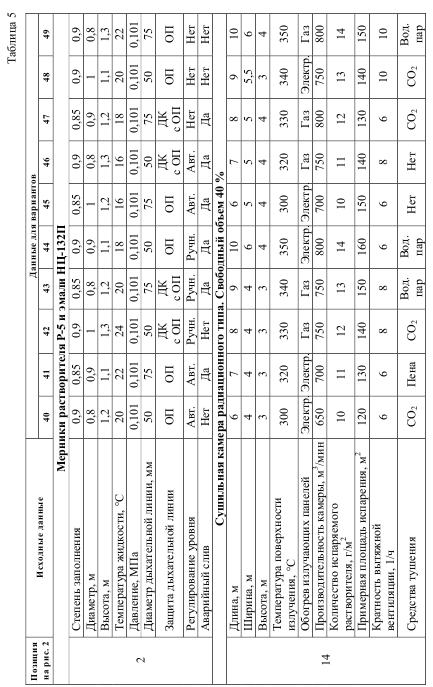
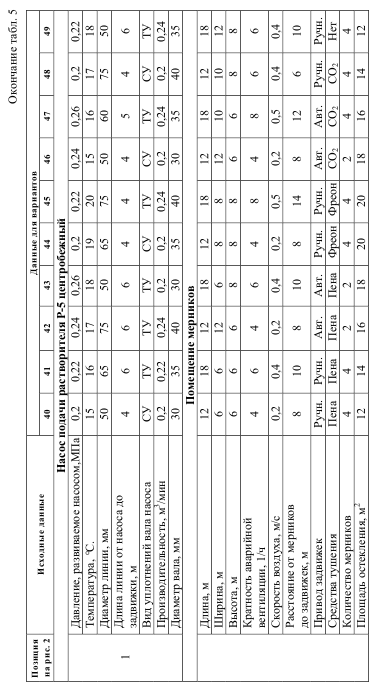
Окрасочный цех автомобилестроительного и тракторостроительного заводов предназначен для окраски и сушки металлических деталей машин. Перед окраской поверхность окрашиваемых деталей очищают от коррозии и обезжиривают. Необходимое количество лакокрасочного материала приготавливается в краскоприготовительном отделении цеха путем разбавления полуфабрикатов эмалей растворителем 646 при окраске автомобильных деталей и растворителем Р-5 при окраске тракторных деталей. Для окраски автомобильных деталей используется эмаль ХВ-16, серо-голубая (ТУ 6-10-1301−78). Состав, % от массы: сухой остаток 25,5; летучая часть: бутилацетат 10, ацетон 28, толуол 20, ксилол 42. Температура вспышки менее - 2 °С (о. т.); температура самовоспламенения 541°С; температурные пределы распространения пламени: нижний -7 °С, верхний 19 °С. Для окраски тракторных деталей используется эмаль НЦ-132П (светло-серая). Состав, % от массы: сухой остаток 35,5; летучая часть: бутилацетат 12,5, этилацетат 7, ацетон 5, изобутанол 20,5, этанол 40. Температура вспышки -1 °С (з. т.), 10 °С (о. т.); температура воспламенения 10 °С, температура самовоспламенения 395 С. Технологические процессы приготовления готового состава красок, а также процессы подготовки деталей, их окраска и сушка одинаковы как на автомобильном, так и на тракторном заводах. Поэтому ниже приведена схема (рис. 2) и дано описание технологического процесса, общего для цеха окраски автомобильных и тракторных деталей. Процесс приготовления краски заключается в следующем. В краскоприготовительное отделение цеха насосом 1 подается необходимое количество растворителя, которое отмеривается мерником 2 и сливается в лопастный аппарат-растворитель 3. Одновременно в аппарат-растворитель 3 из емкости (мерника) 4 подается эмаль ХВ-16 или эмаль НЦ-132П. В аппарате 3 при непрерывной работе мешалки и при подогреве его горячей водой (до температуры 40 °С на автомобильном заводе и до 50 °С на тракторном заводе) происходит растворение и разбавление полуфабриката до требуемого готового состава эмали. Приготовленная эмаль из аппарата 3 забирается центробежным насосом 5, продавливается для очистки от твёрдых частичек через фильтр 6 и поступает в расходные емкости 7.
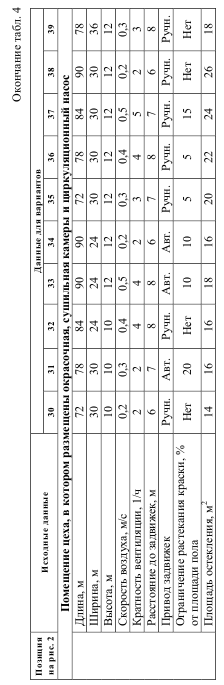
Из емкостей 7 эмаль поступает в циркуляционную линию, в которой она непрерывно циркулирует за счет работы насоса 8 по кольцевой линии 9 до окрасочной камеры 12 и обратно. Процесс окраски и сушки деталей. Подлежащие окраске металлические детали поступают из соседних цехов в помещение цеха окраски. Здесь детали навешивают на конвейер 10 и он доставляет их в камеру для механической и химической очистки от грязи и коррозии и для обезжиривания (на схеме не показана). Химическая очистка осуществляется слабыми водными растворами фосфорной кислоты и ПАВ (поверхностно-активных веществ). После очистки и промывки деталей водой конвейер доставляет их в камеру сушки обезжиренных деталей (на схеме не показана). Очищенные и высушенные детали поступают в окрасочную камеру 12 через открытые проемы в торцовых стенах. Камера имеет два рабочих места для окраски изделий пистолетом-краскораспылителем (пульверизатором). К каждому пульверизатору по гибкому рукаву 13 подводится эмаль от циркуляционного кольца 9, а по отдельному рукаву − сжатый воздух. Производительность пульверизатора, диаметр краскоподводящего шланга и давление в шланге приведены в табл. 4 и 5. Окрасочная камера имеет вытяжную вентиляцию. Отсасываемый воздух при выходе из камеры очищается от частичек краски, проходя через гидрофильтр. Размеры окрасочной камеры, производительность пистолетов-распылителей и все другие данные приведены в табл. 4 и 5. Стены окрасочной камеры очищаются от осевшей эмали медными скребками раз в неделю, после каждой рабочей смены. После окраски детали поступают на сушку в сушильную камеру 14. Сушильная камера терморадиационного типа с электро- или газообогревательными закрытыми панелями. Максимальная температура обогреваемой поверхности панели в камере автомобильного завода 300 °С, в камере тракторного завода − 400 °С. Сушильная камера имеет вытяжную вентиляцию. Объем камеры и общая площадь одновременно высушиваемых деталей указаны в табл. 5. При сушке окрашенной поверхности автомобильных деталей выделяются пары ЛВЖ, входящих в эмаль ХВ-16 и растворитель 646, а при сушке тракторных деталей выделяются пары ЛВЖ, входящих в эмаль НЦ-132П и растворитель Р-5. Высушенные детали конвейером подаются на разгрузочную площадку и далее отвозятся тележками в сборочные цехи. Устройство и работа сушильной камеры описаны в гл. 20 учебника [1]. Размеры помещений цеха приведены в табл. 4 и 5.
Смеситель-растворитель 3, баки готовой эмали 7, насос циркуляционный размещены в отдельном помещении. Доставка эмали в красконагнетательные баки цеха окраски производится централизованно по трубопроводу. Вместимость красконагнетательных баков 0,1 м3, они установлены около окрасочных камер. Студенты, у которых номер зачетной книжки имеет две последние цифры от 30 до 39, должны брать данные по аппаратам и помещению в табл. 4. Студенты, у которых номер зачетной книжки имеет две последние цифры от 40 до 49, должны брать данные по аппаратам и помещению в табл. 5.
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-10; просмотров: 624; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.106.100 (0.006 с.) |