Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вибродиагностика электрических машин⇐ ПредыдущаяСтр 17 из 17
Электромагнитные дефекты электрических машин. Анализируя сигналы с вибродатчиков, установленных на подшипниках электрических машин можно выявить достаточно много специфических причин повышенной вибрации, возникающих только в электродвигателях и генераторах различного типа. Эти причины могут являться как прямым результатом наличия различных внутренних электромагнитных дефектов электрических машин, так и быть просто связанными со специфическими особенностями проявления электромагнитных процессов в обмотках и сердечниках, отражать особенности нормальной работы электродвигателей и генераторов в агрегатах. Вибродиагностические методы контроля состояния двигателей и генераторов обычно являются первым этапом в оценке состояния, т.к. позволяют анализировать состояние оборудования непосредственно во время его работы. После выявления при помощи вибродиагностики основных характерных признаков существования того или иного дефекта, необходимо применять другие, специализированные методы диагностики. Обычные, широко распространенные причины повышенной вибрации электрических машин “не электромагнитного характера”, такие как небаланс, дефекты подшипников и т. д. не отличаются от хорошо изученных причин вибрации роторного технологического оборудования – насосов, компрессоров, вентиляторов. Поэтому основное внимание будем уделять причинам возникновения повышенной вибрации из-за дефектов электрических машин электромагнитного характера. Будут рассмотрены основные способы диагностики машин переменного тока, синхронных и асинхронных, как наиболее распространенных в промышленности. Часть вибрации в электрических машинах возбуждается силами электромагнитного взаимодействия между элементами машины - силами магнитного притяжения между элементами сердечника и силами между элементами обмоток с токами. Основная, или, говоря терминами, принятыми в спектральной вибродиагностике, оборотная частота электромагнитных сил и вибраций равна удвоенной частоте питающей сети. Это математически вытекает из того, что магнитные процессы пропорциональны квадрату “синусоиды” питающей сети, а это и есть колебание с удвоенной частотой от исходного. Это совершенно отдельная сила, не связанная с частотой вращения ротора. Она просто имеет частоту, равную удвоенной частоте питающей сети. Гармоники основной частоты этой силы имеют значения 200 Гц, 300, 400 и т. д. В чистом виде эта сила очень явно проявляется в статическом электрооборудовании. Примером этого является трансформатор, в котором гармоника вибрации с частотой питающей сети в 50 Гц практически отсутствует, а максимальна гармоника с частотой 100 Гц.
Вибрации в двигателях и генераторах переменного тока, в общем случае, могут вызываться, в основном, пятью силами электромагнитной природы, имеющими свои собственные частоты: - первая сила связана с частотой питающей сети F 1, имеет пик на частоте 50 Гц; - вторая сила F ЭМ генерирует колебания с частотой проявления электромагнитных процессов в меди и стали электрической машины, имеет пик на частоте 100 Гц, проявляется в вибрации сердечника и обмоток всех машин переменного тока; - третья связана с частотой вращения электромагнитного поля в зазоре электрической машины и есть частное от деления частоты питающей сети на число пар полюсов статора F 0 = (F 1 / P). В синхронных машинах это частота вращения ротора; - четвертая F P связана с частотой вращения ротора и в асинхронных машинах всегда на несколько процентов меньше частоты вращения электромагнитного поля. У синхронных машин эти две силы возбуждают колебания с одной и той же частотой, что прямо вытекает из принципа действия синхронной машины; - пятая F П вызывается наличием зубцово - пазовой структуры в зазоре электрической машины. Вибрация может быть пропорциональна произведению частоты вращения на число пазов статора, ротора или их частоте биений. Косвенным проявлением влияния пазов является несимметрия ротора неявнополюсного турбогенератора, когда в одной части ротора есть пазы, а в другой нет. В результате прогиб ротора различен при повороте его на 90 градусов. Это всегда приводит, при частоте вращения ротора с частотой 50 Гц, к увеличенным вибрациям в вертикальном направлении с частотой в 100 Гц. Основной признак того, что диагностируемый дефект имеет электромагнитную природу - мгновенное исчезновение его признаков в спектре вибрации после отключения электрической машины от сети.
Очень важным является то, что диагностика причин повышенной вибрации электрических машин должна проводиться при возможно большей нагрузке двигателя. Если исследования проводятся на холостом ходу, то очень часто удается выявить только малую часть всех имеющихся в оборудовании электромагнитных дефектов. Для успешной диагностики различных электромагнитных дефектов в электрических двигателях и генераторах необходим спектроанализатор с очень высокой разрешающей способностью, с числом спектральных линий, не меньшем, чем 3200. Измерение вибрации на подшипниках электродвигателей и генераторов нужно всегда проводить в трех направлениях - вертикальном, поперечном и осевом, иначе потом будет невозможно провести полную диагностику состояния. Идеальным является синхронная регистрация (не путать с синхронизированной регистрацией, которая гораздо менее эффективна) сразу шести вибросигналов с двух подшипников электрической машины. Обычно это повышает достоверность диагнозов дополнительно не менее чем на 10 %. Перечень электромагнитных дефектов. Приведем краткий перечень электромагнитных дефектов электрических машин, которые можно эффективно диагностировать по спектрам вибросигналов. Здесь же приведем все характерные признаки каждого вида дефекта. Для описания дефектов будем использовать термины: - F 1 - частота питающей сети 50 Гц; - F ЭМ - частота электромагнитных сил в электрических машинах, равна удвоенной частоте сети 100 Гц; - N 0 - частота вращения поля в зазоре электрической машины, численно равна частному от деления 3000 на число пар полюсов “ Р ”, которое может принимать целые значения от единицы и более (об/мин); - F 0 - частота электромагнитного поля в зазоре (Гц); - N Р - собственная частота вращения ротора электрической машины, для синхронных машин она совпадает с частотой вращения поля, для асинхронных всегда меньше на величину скольжения; - s - скольжение ротора относительно электромагнитного поля в асинхронных машинах, безразмерная величина, численно равняется разнице между частотой вращения поля в зазоре и частотой вращения ротора, отнесенной к частоте вращения поля в зазоре s = (N 0 - N Р ) / N 0; - F P - частота вращения ротора, у синхронных машин численно равна частоте вращения поля в зазоре, а асинхронных всегда меньше частоты вращения поля на величину произведения частоты вращения поля на скольжение ротора F Р = F 0 (1 - s); - F П - зубцово - пазовая частота вибрации, численно равная произведению числа пазов (на роторе или статоре) на частоту электромагнитного поля в зазоре. Может быть повышенной относительно статора, относительно ротора, может быть разностная или суммарная частота биений пазовых частот ротора и статора. Наиболее опасные дефекты статора, которые можно определить по вибропараметрам: - ослабление прессовки пакета стали, обрыв или замыкание в обмотке. Проявляются на частоте действия электромагнитных сил F ЭМ, равной двойной частоте питающей сети. Особое внимание следует уделять наличию дробных гармоник электромагнитной частоты - 1/2, 3/2, 5/2 и т.д. от основной частоты. По значению частоты эти гармоники соответствуют основной и нечетным гармоникам питающей сети;
- эксцентриситет, эллипсность, внутренней расточки статора относительно оси вращения ротора. Возникает обычно как дефект монтажа подшипниковых стоек, дефект состояния подшипниковых щитов или при деформации статора. В вибрации проявляется на частоте вращения поля в зазоре и на частоте электромагнитных сил 100 Гц. Иногда сопровождается появлением боковых гармоник. Обычно сопровождается неравенством вертикальной и поперечной составляющих соответствующих гармоник. Пространственный максимум гармоник соответствует направлению эксцентриситета, смещения оси статора. Наиболее просто диагностируется при снятии “розы вибраций”, когда датчик последовательно перемещается по огибающей вокруг подшипника со смещением при каждом измерении на угол 30 - 45 градусов; - неправильный взаимный осевой монтаж активных пакетов ротора и статора. Иногда для данного дефекта используется термин: “неправильная установка электромагнитных осевых разбегов”. При работе электрической машины, в результате сил магнитного притяжения, пакет ротора всегда стремится к положению точно под пакетом статора. Если этому будут препятствовать условия монтажа подшипников, то в неправильно установленном подшипнике, сдвинутом в осевом направлении, возникнут осевые нагрузки и вибрации. Подшипники достаточно быстро нагреются и выйдут из строя. Иногда ротор двигателя “утягивается” в осевом направлении валом механизма, что возможно при неправильном осевом монтаже всего механизма и в случае малой подвижности в соединительной муфте. Основные дефекты ротора, диагностируемые по вибрации: - эксцентриситет внешней поверхности ротора относительно оси его вращения. На спектре вибросигнала этот дефект проявляется в усилении первой гармоники частоты вращения ротора. Усиливается частота действия электромагнитной силы, вокруг которой иногда появляются боковые гармоники, сдвинутые друг от друга на частоту скольжения ротора, умноженную на число полюсов; - обрыв или нарушение контакта в стержнях или кольцах “беличьей клетки” в асинхронном двигателе. Обычно проявляется вблизи частоты вращения вала ротора и всегда сопровождается появлением боковых полос, сдвинутых относительно гармоники частоты вращения ротора на интервал, равный произведению частоты скольжения на число полюсов двигателя;
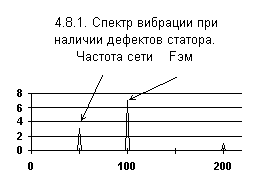
- ослабление прессовки всего пакета стали ротора или только в области зубцов. Сопровождается усилением второй гармоники питающей сети или, при ослаблении стали в области зубцов, появлением пазовой частоты ротора с боковыми полосами, сдвинутыми друг от друга на частоту, равную двойной питающей частоте. Дефекты стали и меди статора. При всех дефектах активной стали или обмотки статора синхронной или асинхронной электрической машины, имеющих электромагнитную природу, в спектре вибросигнала возникает специфическая картина. В основном это вибрация с высокой амплитудой гармоники на частоте электромагнитных процессов F ЭМ. Как уже говорилось выше, ее частота равна второй гармонике частоты питающей сети, т. е. равная 100 Гц. Это достаточно хорошо объясняется с точки зрения физики происходящих процессов. Силы взаимного притяжения, действующие между “распрессоваными” листами электротехнического железа или элементами крепления пакета стали, имеют максимум амплитуды дважды за один период изменения питающей сети - во время минимума и максимума магнитного потока. Аналогично выглядит картина взаимодействия между элементами обмотки статора. Математически это объясняется тем, что электромагнитные силы пропорциональны квадрату тока или магнитного потока. Поскольку и тот и другой синусоидальны, то их произведение также пропорционально синусоиде, но изменяющейся уже с удвоенной частотой, относительно исходной частоты питающей сети. На спектре вибросигнала, приведенном на рисунке 8.1, картина появления электромагнитных проблем в статоре выражается в усилении пика на электромагнитной частоте. При значительных дефектах стали могут появиться и вторая (200 Гц) гармоника частоты F ЭМ, третья (300), а также ряд дробных гармоник, которые в такой ситуации по своей частоте численно соответствуют синхронным, целым нечетным гармоникам частоты питающей сети.
Ослабление прессовки активного железа статора обуславливается, в основном, двумя причинами - или общим ослаблением элементов крепления железа статора, или же явлением “отслоения” крайних листов и пакетов стали. При локализации дефекта железа статора важную роль начинает играть место установки вибродатчика. Чем ближе он устанавливается к дефектному месту пакета статора, чем короче будет путь прохождения полезной виброинформации, тем более корректно можно будет проводить диагностирование и локализовать место проявления дефекта. Аналогично обстоит дело и с особенностями проявления в спектрах вибросигналов различных дефектов обмоток статора, но поиск их и локализация происходят гораздо сложнее.
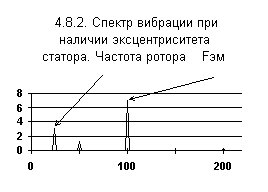
Нужно помнить, что различить вид диагностируемого в статоре дефекта - имеет ли он “электрическую природу”, или же он обусловлен чисто “магнитными явлениями”, методами спектральной вибродиагностики достаточно сложно. Единственный, достаточно корректный признак наличия замкнутого витка в статоре - наличие боковой гармоники вблизи частоты 100 Гц. В большинстве практических случаев необходимо применение более специализированных методов диагностики состояния электрических машин. Эксцентричность статора. Эксцентриситет статора возникает чаще всего как дефект изготовления “шихтованного” пакета стали статора, как дефект монтажа статора. Очень высока вероятность возникновения эксцентриситета статора в процессе монтажа электрической машины, особенно, если статор и подшипниковые опоры монтируются раздельно. Данный дефект статора может возникнуть в результате ослабления фундамента, или же как итог тепловых и иных деформаций в агрегате и фундаменте. Для примера на рисунке 8.2 приведен спектр вибросигнала, зарегистрированного на подшипнике асинхронного двигателя, имеющего номинальную частоте вращения ротора, равную n 0 = 1480 об/мин. Этот спектр соответствует наличию в электрической машине достаточно развитого дефекта типа “эксцентриситет статора”. Эксцентриситет статора приводит, с точки зрения физики протекания электромагнитных процессов, к периодическому изменению магнитной проводимости воздушного зазора, к ее пульсации, или, говоря иными словами, к ее модуляции. Эта пульсация происходит с удвоенной частотой сети, т.е. с частотой воздействия электромагнитных сил.
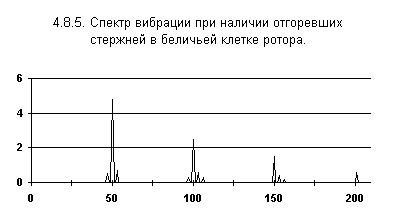
Дополнительно несколько возрастает амплитуда гармоники на частоте вращения электромагнитного поля в зазоре. Это позволяет в асинхронных двигателях хорошо дифференцировать эксцентричность статора от эксцентричности ротора, где вибрация идет с частотой вращения ротора. Для выявления этого различия необходимо наличие спектроанализатора с хорошим разрешением. Для разделения эксцентриситетов статора и ротора в синхронной машине между собой, при диагностике следует помнить, что эксцентриситет статора неподвижен в пространстве и различен по амплитуде вибрации в различных проекций измерения. Благодаря такой локализации эксцентриситет статора приводит к возникновению направленной в пространстве вибрации. Это можно выявить при помощи последовательного перемещения вибродатчика по контролируемому подшипнику “вокруг вала”. Эксцентриситет же ротора всегда “вращается” вместе с ротором, поэтому он не имеет стационарного максимума при определенном значении угла установки датчика. При эксцентриситете статора такой максимум явно выражен. Для исключения проявления эксцентриситета в вибрации электрических машин необходимо, чтобы воздушный зазор между статором и ротором был неизменным по окружности. При монтаже он должен тщательно контролироваться. Обязательно должно соблюдаться требование к качеству взаимного монтажа статора и ротора, различие в величине воздушного зазора вдоль окружности не должно превышать значение в 5 % для асинхронных двигателей и генераторов, и не превышать 10 % для синхронных двигателей. Значение этого параметра жестко контролируется при помощи специальных щупов при монтаже электрической машины. Такая процедура измерения должна производится при нескольких взаимных положениях ротора и статора. Обрыв стержней ротора. Наиболее распространенной конструкцией ротора асинхронного двигателя является короткозамкнутый ротор с “беличьей клеткой”. У такого ротора в пазах, без изоляции, забиваются медные, латунные стержни или пазы залиты сплавом алюминия. Концы стержней объединяются короткозамыкающими кольцами из такого же материала. В процессе работы по стержням протекает большой ток, они сильно нагреваются, особенно во время пуска. Частой причиной выхода из строя двигателя является отгорание стержней, приводящее к увеличению нагрузки на оставшиеся, перегреву и отгоранию их и т. д. Процесс завершается “лавинообразным” выходом двигателя из строя. Выявление начальных фаз зарождения процесса “отгорания” стержней беличьей клетки ротора является очень актуальной задачей и позволяет повысить надежность работы асинхронных двигателей с короткозамкнутой клеткой на роторе. Рассмотрим особенности физических процессов в роторе, имеющем характерные особенности в спектре, свойственные хотя бы начальной стадии данного дефекта - отгорел один стержень. Необходимо сразу же сказать, что спектр двигателя с отгоревшим стержнем во многом похож на спектр двигателя с эксцентричным ротором. На первый взгляд между этими дефектами мало общего, но при ближайшем рассмотрении можно выявить сходства. Как и при эксцентричном роторе, отгоревший стержень приводит к модулированию тягового усилия двигателя. В момент прохождения зоны отгоревшего стержня мимо полюса тяговое усилие скачком уменьшается, ротор чуть - чуть призамедлится. В это время под полюс подойдет зона бездефектного стержня, в нем за счет возросшего скольжения будет больший ток, тяговое усилие возрастет, ротор чуть ускорится. Эти мини - ускорения и мини - замедления на спектре будут характеризоваться возникновением зубцов вокруг основной гармоники частоты вращения ротора. Такой спектр для двигателя с частотой вращения ротора 2920 об/мин показан на рисунке 8.3.
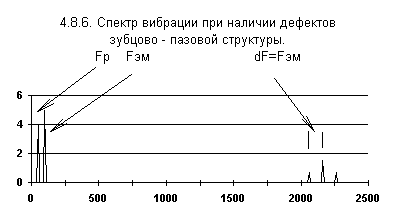
- при эксцентриситете ротора “корона” практически симметрична по величинам мини - пиков относительно центрального пика, а при отгоревшем стержне и под нагрузкой пик на меньшей частоте всегда меньше “зеркального” пика на большей частоте. Этот факт достаточно хорошо сообразуется с картиной физических процессов. Уменьшение скорости происходит при нормальном скольжении и нормальном токе в последнем “хорошем” стержне клетки. Ускорение происходит при увеличенном скольжении, большем токе в первом “хорошем” стержне и, как результат, с большей интенсивностью; - за счет колебательного “успокоения” ротора после прохождения дефектного стержня на спектре может возникнуть несколько гармоник частоты вращения ротора, и обычно все они окружены “коронами”. В качестве численного ограничения степени проявления этого дефекта можно считать, что “короны” у исправного двигателя быть не должно. Если она появилась и под нагрузкой наибольший пик “короны” превысил 10 % от центрального пика - вероятность существования отгоревших стержней очень большая. Для контроля численного значения дефекта лучше использовать спектры с логарифмической шкалой по амплитуде. Если при этом пики “короны” будут меньше основного пика менее, чем на 20 dВ, то дефект имеет место. В заключение, подчеркивая особенности диагностики данной причине повышенной вибрации, необходимо еще раз указать, что такая диагностика возможна только с применением спектроанализаторов с высокой разрешающей способностью. Это нужно для разделения на спектре частот вращения поля, ротора и боковых гармоник. Центральный пик “короны” должен соответствовать частоте вращения ротора, а не быть равным частоте вращения поля в зазоре. Дефекты зубцово - пазовой структуры. Такая неисправность не очень часто встречается в практике, но, тем не менее, ее можно описать и диагностировать. Условно эту неисправность можно представить в виде ротора, у которого отсутствует один ферромагнитный зуб. Это приводит к тому, что мимо пазов статора перемещается магнитно - непериодический элемент, наводящий в обмотке статора импульсы, число которых за один оборот будет численно равно числу пазов на статоре. На спектре это будет представлено пиком на частоте, равной произведению частоты вращения ротора на число пазов статора.
При наличии дефектов в зубцово - пазовой структуре статора может быть зарегистрирована вибрация с частотой, равной произведению числа пазов ротора на частоту вращения ротора, т. к. магнитный дефект статора будет перемещаться относительно ротора. Все остальное, включая возникновение “зеркальных” пиков вокруг пазовой частоты, останется неизменным. Наиболее сложным для диагностики будет спектр при наличии магнитных дефектов на роторе и статоре одновременно, причем дефектов множественных. На спектре будут зубцовые частоты ротора и статора, будут частоты их биения, будут множественные “зеркальные” пики и т. д. “Положительным” при этом будет то, что при таком дефекте обычно сильно падает тяговое усилие, возрастает потребляемый ток и двигатель очень быстро выходит из строя, обычно раньше, чем персоналу удается записать спектры и выявить множественный магнитный дефект методами вибродиагностики. Технические средства вибродиагностики. Для создания систем вибрационного мониторинга, диагностики и балансировки необходимы соответствующие технические средства. Типовая структура системы, основанной на анализе параметров вибрации электрических машин, состоит из следующих основных элементов: - датчики вибрации; - прибор для измерения и анализа вибрации; - персональный компьютер; - пакет программ для мониторинга, глубокой диагностики и прогноза состояния оборудования; - линии связи датчиков со средствами анализа сигналов, приборов с компьютерами, компьютеров с компьютерными сетями; устройства коммутации и усиления. Наиболее специфическим элементом такой системы является виброанализатор. Рассмотрим основные параметры и функциональное назначение этого элемента системы. Виброанализатор СД-12М предназначен для измерения, сбора и анализа параметров вибрации в целях мониторинга и диагностики технического состояния промышленного оборудования. Для целей мониторинга и диагностики измеряются следующие параметры: - уровень вибрации, в полосах предусмотренных ГОСТами; - временной сигнал (режим осциллографа); - спектры сигнала;
 - спектры огибающей компонент сигнала, выделенных полосовыми фильтрами; - спектры огибающей компонент сигнала, выделенных полосовыми фильтрами;
- скорость вращения; - амплитуда и фаза сигнала на частоте вращения и ее гармониках; - амплитуда и фаза сигнала во время выбега в зависимости от частоты вращения. Для балансировки роторов: - измерения вибрации для балансировки в 1 - 8 точках; автоматический расчет балансировочных масс в 1 - 3 плоскостях. Собранные данные могут быть введены в компьютер для их дальнейшей обработки и хранения. СД-12М - полностью цифровой анализатор спектров и сборщик данных с расширенными возможностями и полным комплектом вибрационных измерений, сертифицированный по целому ряду стандартов ГОСТ и ИСО (рисунок 8.5). Прибор разработан специально для использования персоналом, обслуживающим оборудование в промышленных условиях. СД-12М имеет функции удаленного управления, в том числе по модему, с использованием стандартных линий связи. При оснащении соответствующими датчиками, виброанализатор может быть использован как самостоятельно, так и в составе программно-технических комплексов, для мониторинга и диагностики промышленного оборудования по температурным и электрическим параметрам, а также частоте вращения. Виброанализатор СД-12М работает с пакетами программ DREAM for Windows и VBAL for Windows. Измеряемыми параметрами вибрации являются: виброперемещение, виброскорость, виброускорение и пик-фактор.
Вычислительное ядро прибора реализовано на RISC-процессоре. Диана-С имеет большой объем оперативной памяти для хранения текущего замера. Для примера, при регистрации сигналов в стандартном диапазоне частот до 1000 Гц длительность непрерывной регистрации может составить до 100 секунд. Объема внутренней
Формирование маршрутов для прибора производится в компьютере при помощи программного обеспечения "Атлант", поставляемого с прибором, или другого, согласованного с фирмой-изготовителем ПО. Одновременно в прибор может быть загружено несколько маршрутов. Регистрация вибросигналов "по маршруту" и "вне маршрута" равноценны и могут производиться пользователем в любой последовательности. При помощи ПО "Атлант" осуществляется хранение в компьютере вибросигналов и спектров. В программе "Атлант" реализованы все необходимые для проведения диагностики временные и частотные преобразования вибросигналов, вайвлет-представление сигналов. Прибор "Диана-С" хорошо подходит для диагностики тихоходного вращающегося оборудования. Это объясняется тем, что длинная выборка вибросигнала "захватывает" несколько оборотов контролируемого вала и позволяет выявлять дефекты подшипников качения.
Вибромонитор - 1ПМ - стационарное устройство, предназначенное для постоянного контроля технического состояния агрегатов путем индикации сигналов вибрации по уровням: "норма", "опасно", "авария", а также автоматического аварийного отключения агрегатов в случае повышения уровня вибрации до предельно допустимого. Преобразователь виброизмерительный пьезоэлектрический с интегратором, предусилителем и температурным компенсатором ПВП-3 (рисунок 8.7). Стационарная система контроля вибропараметров VDR-8 включает в себя базовый прибор VDR-8 и набор датчиков. Прибор VDR-8 (Vibro Data Recorder) относится к классу современных электронных самописцев-анализаторов вибросигналов, в котором дополнительно реализованы функции экспертной вибрационной диагностики состояния оборудования (рисунок 8.8). Один прибор комплексно решает проблему мониторинга состояния оборудования, т. к. позволяет регистрировать вибрацию, температуру и технологические параметры. По итогам обработки первичной информации VDR-8 может включать тревожную и аварийную сигнализацию, диагностировать развивающиеся дефекты оборудования, планировать сроки проведения ремонтных работ. Во встроенной в прибор экспертной диагностической программе реализован целый набор методов и средств. Это диагностика по спектрам вибросигналов, по мощности в полосах частот, по спектру огибающей вибросигнала, по эксцессу сигнала и т.д. Число каналов контроля вибрации – 8. Диагностический комплекс на базе виброанализатора СК-2300 предназначен для измерения и анализа вибрации роторного оборудования. Результаты измерений, полученные СК-2300, могут быть проанализированы средствами виброанализатора, либо переданы в ПЭВМ для записи в базу данных, обеспечивающую дальнейший анализ с помощью специализированного программного обеспечения. На основе анализа измеренных данных автоматически составляются отчеты, содержащие сведения о текущем состоянии контролируемого оборудования, рекомендуемые сроки и виды ремонта агрегата и отдельных его узлов, а также предполагаемые дефекты узлов оборудования (рисунок 8.9).
 С помощью виброанализатора могут быть измерены временная реализация, спектр и спектр огибающей вибросигнала, в т.ч. с внешней синхронизацией от фотоотметчика; виброанализатор может иметь специальные исполнения: для работы во взрывоопасных зонах класса В1а и В1г с паро-воздушными смесями класса IIа температурных групп Т1..Т4, а также влагонепроницаемое исполнение (IP68). Программное обеспечение выполнено по технологии клиент-сервер и обладает следующими достоинствами: база данных стандарта MIMOSA (возможность работы с другими диагностическими программами); мощный аппарат графического отображения и анализа данных; совместимость с операционными системами Windows 95 и Windows NT; многопользовательский доступ к данным (SQL); сетевая поддержка (TCP/IP); 32 разрядная архитектура. В составе СК-2300 может поставляться экспертная система "Эксперт", предназначенная для автоматизированной диагностики состояния контролируемого оборудования на основе архивных данных.
Многоканальный синхронный регистратор и анализатор вибросигналов Атлант-8. Основу спектроанализатора Атлант составляет переносный компьютер типа "ноутбук", в котором объединены функции регистрации сигналов, обработки, хранения. Функции первичной обработки вибросигналов, фильтрации и синхронного цифрового преобразования реализуются во внешнем блоке (рисунок 8.10). К этому блоку подключаются вибродатчики и отметчик фазы, используемый при балансировке. Применение компьютера для обработки сигналов снимает практически все ограничения, свойственные обычным переносным приборам виброконтроля. Это: малое количество входных каналов, низкое быстродействие, ограниченный объем памяти. Возможность проведения непрерывной регистрации сигналов в течение десятков секунд или минут позволяет использовать такие приборы для регистрации переходных процессов в оборудовании, для контроля вибрационных процессов в тихоходных механизмах и т.д. В состав прибора Атлант входит набор программ вибрационной диагностики. При помощи программного обеспечения Атлант можно анализировать временные формы и спектры вибросигналов, вейвлет - преобразования сигналов. Разновидность прибора Атлант-8М имеет 16 входных каналов. Из них 8 предназначены для вибросигналов, а при помощи остальных 8 можно регистрировать сигналы с любых других датчиков. Отличием прибора Атлант-8М является то, что он может работать в режиме системы стационарного мониторинга. Датчики устанавливаются на агрегате, нуждающемся в постоянном контроле в течение некоторого времени, например при пуске после ремонта.
Виброанализатор ТОПАЗ - представляет собой переносной микропроцессорный виброизмерительный прибор, который может работать совместно с программным обеспечением "ДИАМАНТ 2" в системе мониторинга технического состояния оборудования и как автономный анализатор вибрации. Прибор позволяет измерять и анализировать динамические сигналы с возможностью их записи в энергонезависимую память, последующего их просмотра и анализа. Программное обеспечение прибора может быть загружено с любого персонального компьютера через стандартный интерфейс RS-232.
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 3643; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.173.166 (0.067 с.) |