Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Техника Безопасности/Организация рабочего места слесаря.Стр 1 из 6Следующая ⇒
Рубка Металла. Техника Безопасности/Организация рабочего места слесаря. Правила техники безопасности предусматривают создание условий, которые обеспечивают безопасность труда при наибольшей его Производительности. Возникновение несчастных случаев в учебных мастерских возможно при недостаточно серьезном инструктаже учащихся со стороны преподавателя, при недостаточном усвоении нужных производственных навыков, отсутствии достаточного опыта в обращении с инструментом и оборудованием у учащихся. Невнимательное отношение к выполнению указаний по технике безопасности совершенно недопустимо в учебных мастерских. Необходимо строгое соблюдение общих правил техники безопасности при работе с металлом. До начала работы необходимо: 1. Манжеты рукавов застегнуть на пуговицы или плотно; На занятии в учебных мастерских следует быть в специальной одежде: рабочие комбинезоны или халаты; надевать их можно сверх обычной школьной формы. 2. Подготовить рабочие места, удалить посторонние, не связанные с данной работой предметы с верстака и с окружающей площади, обеспечить нормальную освещенность рабочих мест. 3. Проверить исправность рабочих инструментов и приспособлений. Особо следует обратить внимание на следующее: · молотки, зубила и другой ударный инструмент не должен иметь забитых и деформированных рабочих поверхностей, что может привести к неправильному удару и травме рук; · напильники отвертки и другой подобный инструмент должен быть плотно насажен на деревянные ручки; при работе без ручек или с плохо.насаженными ручками можно серьезно повредить руки; · тиски должны быть прочно закреплены на верстаках, а сами верстаки должны быть вполне исправными и устойчивыми. Во время работы необходимо: 1. При обработке деталей в тисках зажимать их прочно. 2. Во время установки и снятия деталей с тисков соблюдать осторожность, чтобы деталь не упала на ноги. 3. Удалять опилки с верстака только щеткой. 4. При рубке металла принять все меры к тому, чтобы отлетающие стружки не могли принести вред окружающим; для этого обязательно снабдить все верстаки предохранительными сетками или экранами. В необходимых случаях следует работать в предохранительных очках.
5. Рабочие помещения следует хорошо вентилировать, не допуская скопления в воздухе пыли, которая интенсивно образуется во время работы. 6. Не допускать хранения в мастерских горючих веществ, которые могут понадобиться, например, при отделке и окраске изделий. Горючие вещества должны храниться в закрытых металлических ящиках в специальных кладовых. 7. Нельзя оставлять в мастерских промасленных тряпок и одежды, так как они способны к самовозгоранию. 8. По окончании работ каждый учащийся должен тщательно убрать и очистить свои рабочие места, положить на место инструменты и детали. Неисправный инструмент нельзя хранить на рабочих местах, его нужно сдать в кладовую, сообщив об этом преподавателю. Организация рабочего места слесарь металл инструмент Рабочее место – это часть площади мастерской, отведенная для выполнения тех или иных производственных заданий. На рабочем месте располагается все необходимое для проведения работы: оборудование, инструмент, материал или заготовки и потребный инвентарь. Качественное выполнение слесарных работ обеспечивается не только умением самого слесаря, или учащегося школе, но и правильной организацией рабочих мест, комплектным и правильным подбором оборудования, верстаков, тисков, инструмента, хорошим освещением, вентиляцией и т. Д. Только при обеспечении этих условий можно ожидать от работающих хорошего выполнения работ. Основным оборудованием рабочих мест слесарей являются слесарные верстаки. Слесарный верстак представляет собой прочный устойчивый стол, состоящий из массивной деревянной крышки, толщиной 50 – 60 мм, называемой столешницей, которая прочно укрепляется на стальных или чугунных ножках. Под крышкой верстака располагаются выдвижные ящики для хранения инструментов, документации, а иногда заготовок или готовых изделий. Деревянная крышка верстака обычно покрывается сверху мягкой листовой сталью, алюминием, линолеумом или фанерой; листы окрашиваются масляной краской. Это покрытие облегчает уборку с верстака грязи и металлических опилок. К крышке верстака прикрепляются слесарные тиски.
В зависимости от количества установленных тисков верстаки бывают одноместными или многоместными. Размеры одноместного верстака: длина 1000 – 1500 мм, высота 750 – 900 мм, ширина 700 – 850 мм. Расстояние между тисками многоместного верстака 1000 – 1200 мм. К рабочему месту предъявляются следующие требования: 1. На рабочем месте должно находиться только то, что требуется для выполнения данного задания. 2. Инструменты, детали и документация должны быть расположены на расстоянии вытянутой руки; при этом предметы, которыми рабочий пользуется более часто, располагают ближе, а предметы, которыми он пользуется реже,- дальше. 3. Все, что берется левой рукой, должно быть расположено слева, а все, что берется правой,- справа. Все, что берется обеими руками, должно находиться впереди. При проведении практических работ в учебных мастерских с учащимися следует обязательно подбирать высоту верстаков в соответствии с ростом работающих. Несоблюдение этого правила ведет к резкому повышению утомляемости работающих, а часто и к снижению точности работ. В производстве применяются обычно простые, чисто практические приемы для определения правильности установки верстаков в зависимости от роста работающих, описанные ниже. Нормальная высота уровня губок тисков, закрепленных на слесарных верстаках, проверяется в зависимости от роста работающих следующим образом: при правильной установке на верстаке параллельных тисков работающий становится перед ними не сгибаясь, ставит сверху на губки тисков локоть согнутой и прижатой к груди руки; при этом вытянутые пальцы рук должны коснуться подбородка. Приспособление верстаков по росту может быть произведено двумя различными способами: путем изменения высоты самого верстака и путем установки подставок под ноги работающих. Рабочий инструмент/ углы, техника заточки зубила и д.р Любой режущий инструмент в процессе эксплуатации рано или поздно тупится. Если он «одноразовый», у него одна дорога – на свалку. Если же инструмент реально восстановить, почему бы не воспользоваться такой возможностью? Уточним терминологию. Режущая кромка инструмента образуется двумя сходящимися плоскостями (или кривыми, как у сверл). Угол заточки есть угол при вершине схождения этих плоскостей. Остроту кромки можно представить как величину, обратную ширине «площадки» на вершине или диаметру вписанного в нее круга. Практически же чем глаже сходящиеся поверхности, тем более острой будет РК. Углы заточки у разных инструментов различаются и в зависимости от качества стали и разрезаемого материала составляют: у стамески – 17–25 градусов, у рубаночного железка – 25–40, у долота – 30–40, у зубила по металлу – до 60, у ножниц – 45–60, у ножей – 20–30 градусов. Заточка токарных резцов Токарные резцы заостряют со стороны передней и задней поверхностей. Нюанс там только один – резец сужается вниз, поэтому, чтобы его боковые плоскости ни в коем случае не соприкасались с заготовкой, контакт должен быть только по режущей грани. Резцы из быстрореза и с твердосплавными напайками точат на точильном круге. Если на станке подачи воды не предусмотрено, почаще макайте резец в емкость с водой.
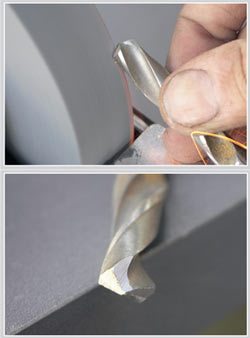
При заточке сверла нужно держать его так, чтобы получить желаемый угол схождения режущих граней. При этом режущая кромка должна быть симметричной.
Проще всего провести на подручнике электроточила линию фломастером и держать сверло параллельно ей. Однако просто положить сверло по линии недостаточно, следует еще и повернуть его на нужный угол вокруг оси, а потом на 180 градусов относительно первого положения. Нужен угол между кромкой сверла и плоскостью стола, то есть внешний край должен быть ниже центра, иначе сверло будет не резать материал, а ехать по нему задней поверхностью. Для контроля этого угла есть разные приспособления, но проще стоять или сидеть за столом так, чтобы блик от освещения был на внешней части режущей кромки, а потом, не меняя положения тела, повернуть сверло в пальцах и опять поймать блик – кромки будут заострены под одним углом. Заточка сверла по задней поверхности называется одинарной, при ней остается довольно большая перемычка в центре, которая не режет, а скоблит металл. Если ее подточить, скорость сверления возрастет. Способов подточки перемычки много. На заводах ее подтачивают тонкими абразивными или алмазными кругами либо на углу широкого камня. Но можно подтачивать перемычку так, как показано на фото. Защитные очки при выполнении заточки строго обязательны. Заточка зубила
Этот инструмент представляет собой металличе-ский стержень, один конец которого (боек) имеет форму усеченного конуса с полукруглым основанием, а второй (лезвие) – клина. Оба конца закалены и отпущены. Зубило используют для обработки металла. Его длина составляет примерно 100–200 мм, ширина лезвия – 5–52 мм. Лезвие инструмента должно быть хорошо заточено, так как от этого зависит сила удара (чем острее лезвие, тем меньшее усилие прилагают при ударе). Угол заточки лезвия зубила различен. Лезвием с тупым углом заточки работают с твердыми металлами. При этом следует учитывать, что сталь средней жесткости обрабатывают лезвием с углом заточки не менее 60°; чугун, бронзу, твердую сталь – 70°. Меньшего угла заточки лезвия зубила требует работа с мягкими металлами – такими, как медь и латунь. Угол заточки лезвия при этом должен составлять примерно 45°. Цинк и алюминий обрабатывают зубилом, угол заточки лезвия которого составляет 35°. Заточку лезвия инструмента производят на точильном станке. Зернистость электрокорундных кругов при этом должна быть 40, 50 или 63.
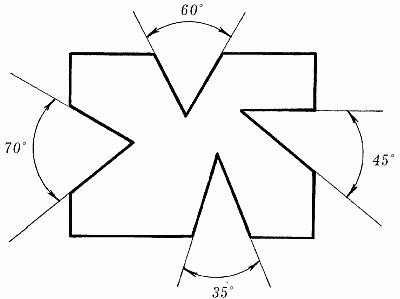
Для контроля угла заточки зубила используют специальный шаблон, представляющий собой брусок из металла, на котором вырезаны 4 паза с углами разной величины (рис. 1).
Рис. 1. Шаблон для контроля угла заточки зубила При работе с зубилом следует учитывать, что для труб из серого чугуна, покрытых битумом, рекомендуется использовать обыкновенное зубило. Трубы, имеющие на наружной поверхности слой твердого белого чугуна, перерубают зубилом с твердосплавной вставкой.
а- зубило; б- крейцмейсель; 1- лезвие; 2- рабочая часть; 3- средняя часть; 4- ударная часть (головка); Разметка Разметка Разметка представляет собой процесс нанесения на обрабатываемую заготовку точек и линий (рисок), определяющих контуры деталей и места обработки. Сущность разметки состоит в вычерчивании на металле заготовки в натуральную величину осевых и контрольных линий, центров отверстий и т. Д. Само вычерчивание производится методами геометрического построения и имеет много общего с машиностроительным черчением, но с той разницей, что вместо чертежных инструментов при разметке пользуются специальными разметочными инструментами, а сам чертеж наносят не на бумагу, а непосредственно на заготовку. В зависимости от характера и формы изделия разметка бывает плоскостная и пространственная. При плоскостной разметке линии наносятся на поверхности плоских заготовок, на полосовом или листовом материале, или на отдельных плоскостях объемных деталей, в том случае, если не требуется увязки размеченных плоскостей между собой. При пространственной (объемной) разметке линии наносятся на две – три отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу и увязывающиеся друг с другом. Примерами плоскостной разметки может служить разметка при изготовлении кронциркулей, нутромеров, гаечных ключей и т. П., а пространственной – разметка при изготовлении гаек, молотков, рычагов и т. П. Разметка наносится при помощи чертилки, штангенциркуля, штангенрейсмуса, линейки. Отпиливание металлов. Разметка металлов Основные понятия сверлении/типы сверл Сверление необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является: Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание. Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др. Отделение (отрезка) заготовок из листов материала. Ослабление разрушаемых конструкций.
Сверло́ — это режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений. Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов.
Рабочая часть Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей. Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия). Хвостовик — для закрепления сверла на станке или в ручном инструменте. Поводок для передачи крутящего момента сверлу или лапка для выбивании сверла из конусного гнезда. Шейка, обеспечивающая выход круга при шлифовании рабочей части сверла.
Хвостовики: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — для шуруповёртов. Описание станка Предназначение токарного станка 1К62 заключается в выполнении разных токарных операций, в том числе нарезания различного вида резьб на устанавливаемых деталях. Углы резца и их назначения
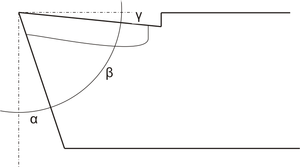
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным. Для определения углов резца установлены следующие плоскости:
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
Рубка Металла. Техника Безопасности/Организация рабочего места слесаря. Правила техники безопасности предусматривают создание условий, которые обеспечивают безопасность труда при наибольшей его Производительности. Возникновение несчастных случаев в учебных мастерских возможно при недостаточно серьезном инструктаже учащихся со стороны преподавателя, при недостаточном усвоении нужных производственных навыков, отсутствии достаточного опыта в обращении с инструментом и оборудованием у учащихся. Невнимательное отношение к выполнению указаний по технике безопасности совершенно недопустимо в учебных мастерских. Необходимо строгое соблюдение общих правил техники безопасности при работе с металлом. До начала работы необходимо: 1. Манжеты рукавов застегнуть на пуговицы или плотно; На занятии в учебных мастерских следует быть в специальной одежде: рабочие комбинезоны или халаты; надевать их можно сверх обычной школьной формы. 2. Подготовить рабочие места, удалить посторонние, не связанные с данной работой предметы с верстака и с окружающей площади, обеспечить нормальную освещенность рабочих мест. 3. Проверить исправность рабочих инструментов и приспособлений. Особо следует обратить внимание на следующее: · молотки, зубила и другой ударный инструмент не должен иметь забитых и деформированных рабочих поверхностей, что может привести к неправильному удару и травме рук; · напильники отвертки и другой подобный инструмент должен быть плотно насажен на деревянные ручки; при работе без ручек или с плохо.насаженными ручками можно серьезно повредить руки; · тиски должны быть прочно закреплены на верстаках, а сами верстаки должны быть вполне исправными и устойчивыми. Во время работы необходимо: 1. При обработке деталей в тисках зажимать их прочно. 2. Во время установки и снятия деталей с тисков соблюдать осторожность, чтобы деталь не упала на ноги. 3. Удалять опилки с верстака только щеткой. 4. При рубке металла принять все меры к тому, чтобы отлетающие стружки не могли принести вред окружающим; для этого обязательно снабдить все верстаки предохранительными сетками или экранами. В необходимых случаях следует работать в предохранительных очках. 5. Рабочие помещения следует хорошо вентилировать, не допуская скопления в воздухе пыли, которая интенсивно образуется во время работы. 6. Не допускать хранения в мастерских горючих веществ, которые могут понадобиться, например, при отделке и окраске изделий. Горючие вещества должны храниться в закрытых металлических ящиках в специальных кладовых. 7. Нельзя оставлять в мастерских промасленных тряпок и одежды, так как они способны к самовозгоранию. 8. По окончании работ каждый учащийся должен тщательно убрать и очистить свои рабочие места, положить на место инструменты и детали. Неисправный инструмент нельзя хранить на рабочих местах, его нужно сдать в кладовую, сообщив об этом преподавателю. Организация рабочего места слесарь металл инструмент Рабочее место – это часть площади мастерской, отведенная для выполнения тех или иных производственных заданий. На рабочем месте располагается все необходимое для проведения работы: оборудование, инструмент, материал или заготовки и потребный инвентарь. Качественное выполнение слесарных работ обеспечивается не только умением самого слесаря, или учащегося школе, но и правильной организацией рабочих мест, комплектным и правильным подбором оборудования, верстаков, тисков, инструмента, хорошим освещением, вентиляцией и т. Д. Только при обеспечении этих условий можно ожидать от работающих хорошего выполнения работ. Основным оборудованием рабочих мест слесарей являются слесарные верстаки. Слесарный верстак представляет собой прочный устойчивый стол, состоящий из массивной деревянной крышки, толщиной 50 – 60 мм, называемой столешницей, которая прочно укрепляется на стальных или чугунных ножках. Под крышкой верстака располагаются выдвижные ящики для хранения инструментов, документации, а иногда заготовок или готовых изделий. Деревянная крышка верстака обычно покрывается сверху мягкой листовой сталью, алюминием, линолеумом или фанерой; листы окрашиваются масляной краской. Это покрытие облегчает уборку с верстака грязи и металлических опилок. К крышке верстака прикрепляются слесарные тиски. В зависимости от количества установленных тисков верстаки бывают одноместными или многоместными. Размеры одноместного верстака: длина 1000 – 1500 мм, высота 750 – 900 мм, ширина 700 – 850 мм. Расстояние между тисками многоместного верстака 1000 – 1200 мм. К рабочему месту предъявляются следующие требования: 1. На рабочем месте должно находиться только то, что требуется для выполнения данного задания. 2. Инструменты, детали и документация должны быть расположены на расстоянии вытянутой руки; при этом предметы, которыми рабочий пользуется более часто, располагают ближе, а предметы, которыми он пользуется реже,- дальше. 3. Все, что берется левой рукой, должно быть расположено слева, а все, что берется правой,- справа. Все, что берется обеими руками, должно находиться впереди. При проведении практических работ в учебных мастерских с учащимися следует обязательно подбирать высоту верстаков в соответствии с ростом работающих. Несоблюдение этого правила ведет к резкому повышению утомляемости работающих, а часто и к снижению точности работ. В производстве применяются обычно простые, чисто практические приемы для определения правильности установки верстаков в зависимости от роста работающих, описанные ниже. Нормальная высота уровня губок тисков, закрепленных на слесарных верстаках, проверяется в зависимости от роста работающих следующим образом: при правильной установке на верстаке параллельных тисков работающий становится перед ними не сгибаясь, ставит сверху на губки тисков локоть согнутой и прижатой к груди руки; при этом вытянутые пальцы рук должны коснуться подбородка. Приспособление верстаков по росту может быть произведено двумя различными способами: путем изменения высоты самого верстака и путем установки подставок под ноги работающих.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 3809; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.124.244 (0.084 с.) |



 Некоторые виды свёрел: A — по металлу; B — по дереву; C — по бетону; D — перовое сверло по дереву; E — универсальное сверло по металлу или бетону; F — по листовому металлу; G — универсальное сверло по металлу, дереву или пластику.
Некоторые виды свёрел: A — по металлу; B — по дереву; C — по бетону; D — перовое сверло по дереву; E — универсальное сверло по металлу или бетону; F — по листовому металлу; G — универсальное сверло по металлу, дереву или пластику.