Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление формных цилиндровСтр 1 из 7Следующая ⇒
Тема 8 Глубокая печать
Глубокая печать имеет богатую историю. Этот метод печати появился в начале XV века. Тогда прародителями глубокой печати были оттиски с гравированных медных пластин. На современном этапе развития полиграфической промышленности глубокая печать занимает около 10-15% рынка печатной продукции. Именно простоте технологии глубокой печати обязаны своим появлением красочные системы современных офсетных газетных машин и анилоксовые красочные аппараты машин флексографской печати. Принцип глубокой печати состоит в следующем: печатный оттиск получают с форм, на которых краска находится в углубленных печатающих элементах. Разница в насыщенности изображений, полученных с помощью глубокой печати, обеспечивается различной глубиной печатающих элементов. Это является главным преимуществом глубокой печати при воспроизведении тонов, света, тени на изображении. С помощью образовавшихся слоев краски различной толщины на бумаге получается четкое изображение с тончайшими деталями. Но помимо преимуществ, глубокая печать обладает одним большим минусом, который сильно ограничивает ее распространение. Дело в том, что изготовление формных цилиндров для глубокой печати слишком дорого, поэтому к технологии глубокой печати обращаются лишь для печати больших тиражей (более 1 млн экземпляров). Глубокую печать применяют для печати журналов, газет, популярных каталогов, для печати на упаковочных материалах. Устройство печатной машины для глубокой печати можно рассмотреть на примере многосекционной рулонной машины глубокой печати (рис.2.1.). Поступающее из рулонного устройства бумажное полотно запечатывается в четыре краски сначала с одной, а затем с другой стороны. 1. Изготовление формных цилиндров 2. Изготовление печатных форм 3. Хранение и смена формных цилиндров 4. Пресс-цилиндр 5. Красочный аппарат и ракельное устройство 6. Сушильное устройство 7. Продольная и поперечная приводка 8. Магазин поворотных штанг 9. Фальцаппарат в глубокой печати 10. Рулонная зарядка 11. Варианты построения систем глубокой печати 12. Глубокая печать на упаковке 13. Перспективы развития глубокой печати
Изготовление печатных форм
Поверхность формного цилиндра глубокой печати служит не только для переноса краски на запечатываемый материал, но и для создания опоры ракелю в процессе печати. Каждый раз, непосредственно перед получением оттиска, ракель удаляет краску с поверхности пробельных элементов, которые представляют собой перемычки между растровыми ячейками (печатающими элементами). При классическом способе изготовления печатных форм методом травления плавность тоновых переходов обеспечивается различной глубиной растровых ячеек. В другом способе изготовления форм тональность изображения на оттисках передается одновременно за счет различной глубины ячеек и за счет различной площади печатающих элементов. Способ переноса изображения на формный цилиндр, в котором печатающие элементы имеют разную величину при одинаковой глубине, по аналогии с высокой и плоской офсетной печатью, не нашел широкого признания (рис. 1.3-11). На сегодняшний день основным формным процессом в технологии глубокой печати считается метод электронно-механического гравирования (различная площадь и глубина печатающих элементов). В современных типографиях травление форм глубокой печати, несмотря на высокое качество воспроизведения тоновых изображений, которое дает этот метод, применяется крайне редко. Однако в целях полноты нашего обзора рассмотрим кратко основные аспекты этого процесса. Пресс-цилиндр
Как в любом способе печати, в машине глубокой печати имеется печатный цилиндр. Помимо стандартного требования к стабильности конструкции печатный цилиндр должен иметь по возможности небольшой диаметр, что позволяет получать узкую зону печатного контакта, обеспечивающую более высокое качество (резкость) оттисков. Однако такая система не позволяет поддерживать оптимальное давление печати, поэтому до 1960-х годов машины глубокой печати выпускались как трехцилиндровые системы: между печатным и формным цилиндрами устанавливался промежуточный резиновый валик. Поскольку в этом случае промежуточный валик нагружается с двух сторон равномерно, опасность значительного его прогиба отсутствовала, следовательно, он мог иметь небольшой диаметр.
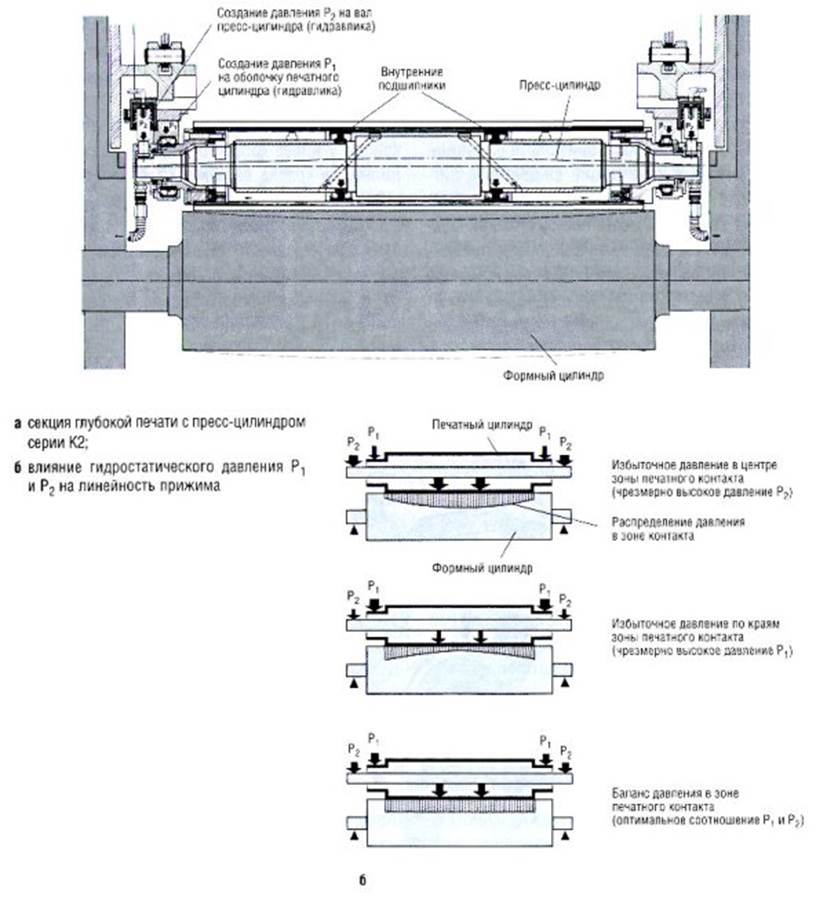
Тенденция к повышению производительности печатных машин способствовала росту популяр ности двухцилиндровых машин, а появление в 60-70-х годах XX века компенсирующего прессцилиндра, практически вытеснило трехцилиндровые системы. За основу при их создании была взята конструкция печатного цилиндра с расположенным внутри него неподвижным пресс-цилиндром. А для сверхшироких машин были предложены варианты «плавающего валика» Кюстерса и «IMIPCO -валика» (рис. 2.2-12). На рисунке изображен печатный цилиндр с расположенными в его полости гидростатическими элементами. Они действуют как гидравлическая «подушка», прижимают вращающийся печатный цилиндр к формному цилиндру. Жидкость, проникающая на поверхность «подушки», служит одновременно для смазки и охлаждения пресс-цилиндра.
Рис. 2.2-12 - Принцип компенсации прогиба печатного цилиндра. Установленные внутри цилиндра опорные гидравлические элементы компенсируют прогиб цилиндра таким образом, что прижимное усилие поддерживается приблизительно постоянным по всей ширине запечатываемого полотна (бумаги).Между неподвижными и опорными элементами и вращающейся оболочкой печатного цилиндра размещается гидростатический подшипник (NIPCO, Voith-Sulzer) Исследования производителей печатных машин привели к созданию пресс-цилиндров, в основу конструкции которых был положен принцип «выравнивающей нагрузки». Оболочка (гильза) печатного цилиндра нагружается по краям с помощью гидравлики давлением P 0, а удлиненный вал прессцилиндра аналогично нагружается по краям давлением Р 2 (рис. 2.2-13). Если при включении натиска подбирается оптимальное соотношение этих величин, то в зоне контакта печатного и формного цилиндров создается равномерное давление.
Рис. 2.2-13 - Пресс-цилиндр, компенсирующий прогиб в зоне печатного контакта (К2, КВА) Во избежание перегрева поверхности пресс-цилиндры оснащаются внутренними системами водяного охлаждения. Их покрытие представляет собой специальную резиновую бесшовную гильзу, имеющую твердость приблизительно 95 А по Шору. Печатный цилиндр приводится в действие при включении натиска от формного цилиндра (фрикционный привод). Для улучшения качества переноса краски из растровых ячеек печатной формы на бумагу непосредственно перед печатью пресс-цилиндр или бумажное полотно обрабатывают в электростатическом поле. Эта процедура увеличивает кривизну мениска краски в ячейке (форма поверхности жидкости) и повышает степень передачи ее бумаге. Электростатическая обработка осуществляется при помощи устройства ESA (Electro Static Assist), работаю щего от специального генератора напряжения. При этом пресс-цилиндр должен быть электрически изолирован.
Сушильное устройство
Особенностью красок глубокой печати является их низкая вязкость, которая позволяет им легко заполнять печатные элементы формы и быстро переходить на бумагу. Этого удается добиться добавлением в краску летучего растворителя, который испаряется в воздуходувном тепловом сушильном устройстве, установленном за печатной секцией. Сегодня на смену контактным сушильным устройствам барабанного типа, которые уже практически не используются в типографиях глубокой печати, пришли высокоскоростные воздуходувные сушильные устройства соплового типа (рис. 2.2-15, раздел 1.7.1.2). Эти сушильные устройства основаны на принудительном нагнетании воздуха в систему, состоящую из трубок с соплами, расположенную на небольшом расстоянии от бумажного полотна. Воздушные струи, вырываясь из круглых или щеле-видных сопел, вертикально ударяют по запечатанному полотну и смешиваются с парами растворителя. Смесь растворителя с воздухом забирается через вытяжку, поступает в установку для рекуперации летучих растворителей, а затем снова в сушильное устройство. Потери компенсируются соответствующим объемом свежего воздуха.
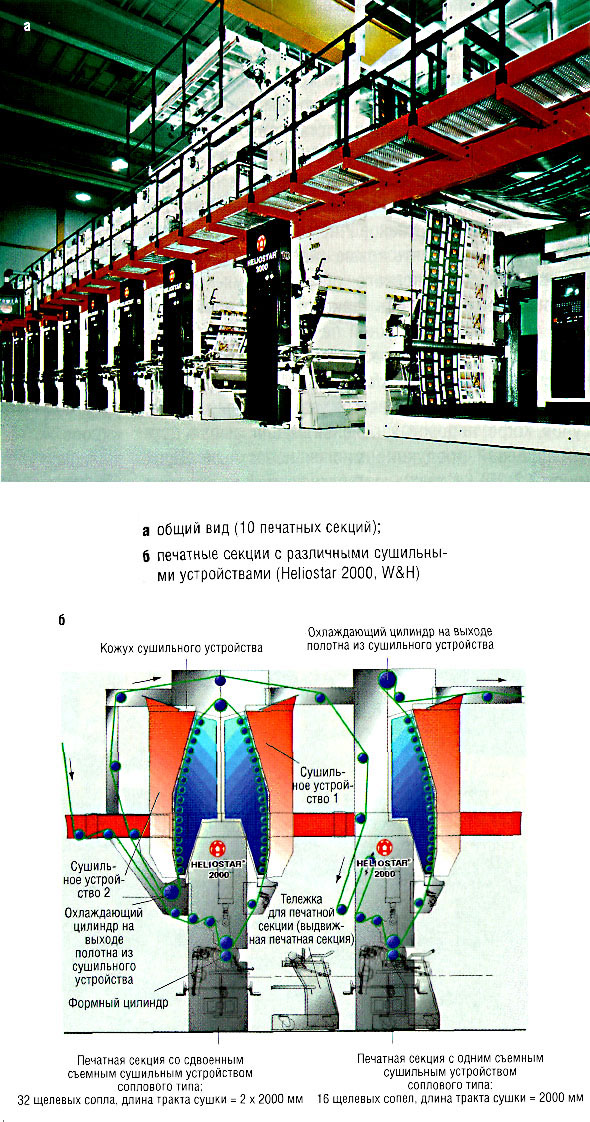
Рис. 2.2-15 - Печатная секция глубокой печати с основными элементами современного высокоскоростного сушильного устройства соплового типа "сопло-заслонка" (в разрезе). Воздух поступает к бумажному полотну через сопла трубопровода, куда он нагнетается двумя центробежными вентиляторами, расположенными у боковой стенки секции (КВА). Сопловые сушильные устройства обеспечивают хорошую сушку даже без дополнительного нагревания. Во многих случаях температура воздуха после его прохождении через циркуляционную систему достаточна для испарения из краски летучего толуола. При необходимости встраивается нагревательное устройство (рис. 2.2-15). Поскольку не только скорость подачи воздуха из сопел, но также и длина сушильного устройства оказывают решающее влияние на эффективность сушки и, следовательно, на максимальную скорость печати (обычно 15 м/с), эти устройства размещаются по обеим сторонам или над печатными секциями. Такое расположение сушильных устройств получило название «сушильных камер». В зависимости от типа растворителя используются либо «сушильные камеры», либо более короткие стандартные сушильны устройства, расположенные после печатной секции (рис. 2.2-16).
Рис. 2.2-16 - Сушильное устройство со щелевыми соплами. Воздушная струя "ударяет" в бумажное полотно с обеих сторон. Размещение сушильного устройства по одну сторону печатной секции (КВА)
Рис. 2.2-17 - Производственная схема глубокой печати (четырехкрасочная с оборотом) с интегрированной установкой для рекуперации летучих растворителей (КВА) Для предотвращения загрязнения воздуха и в целях экономии средств выходящий из сушильного устройства воздух отводится в рекуперационную установку, где происходит восстановление растворителя (обычно это толуол) (рис. 2.2-17). Установка для рекуперации растворителя состоит из большой емкости, наполненной активированным углем, через который пропускается смесь воздуха и растворителя. Уголь адсорбирует растворитель, тем самым очищая воздух до уровня, определяемого экологическиминормами. На этапе восстановления растворителя осуществляется как бы «обратный» процесс: через установку пропускается пар, который затем конденсируется, а растворитель, обладающий более низким удельным весом, оказывается в сепараторе на поверхности воды (раздел 1.7.1.2).
Магазин поворотных штанг
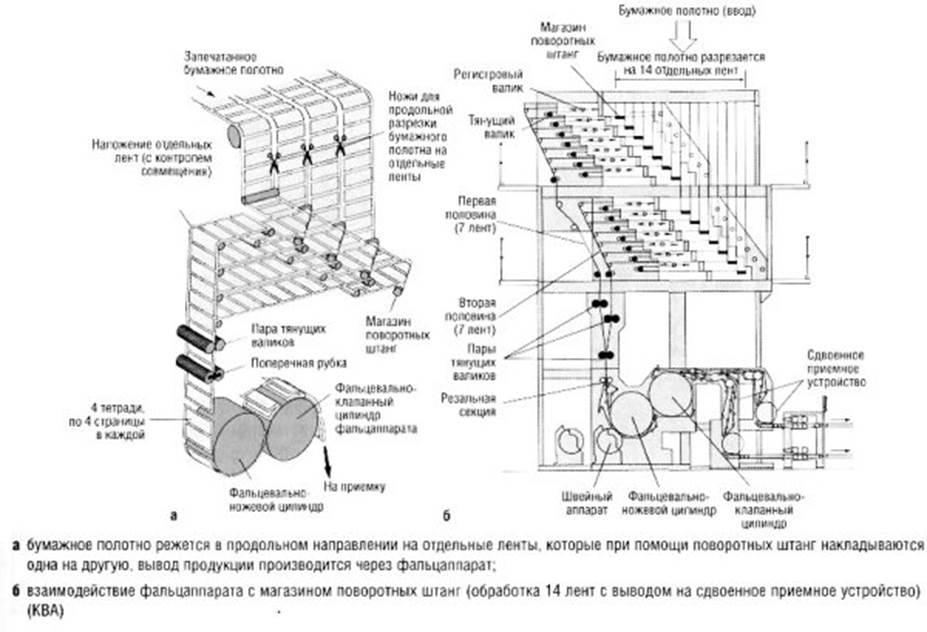
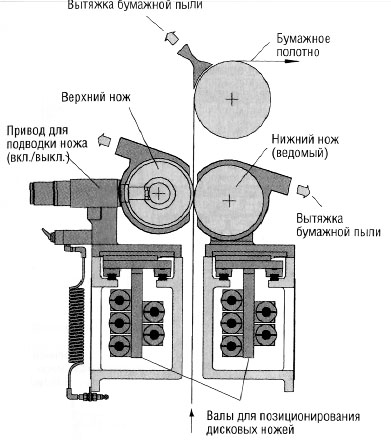
В машинах глубокой печати часто используются так называемые магазины поворотных штанг. С их помощью отдельные ленты, число которых может превышать 20 (рис. 2.2-18), полученные при разрезке продольными дисковыми ножами бумажного полотна, стандартной ширины 3,6 м, направляютсяв один фальцаппарат. Ножи устанавливаются в направляющих (каналах) таким образом, чтобы их биение было минимальным. Конструкция крепления обеспечивает перемещение ножей в направлении, перпендикулярном движению бумажного полотна. Нижние ножи пары приводятся в движение от электродвигателя, а верхние являются ведомыми с фрикционным приводом (рис. 2.2-19). Незначительное вертикальное смещение ножей позволяет получить ровный рез. Горизонтальное положение каждой пары задается программой исходя из специфических характеристик заказа. Бумажная пыль, образующаяся при работе ножей, удаляется вытяжной системой, а остатки собираются вакуумными всасывающими головками, установленными на тянущем валике.
Рис. 2.2-18 - Процесс резки и фальцовки в рулонных машинах глубокой печати
Рис. 2.2-19 - Устройство для продольной разрезки бумажного полотна в надстройке машины глубокой печати, установленное над магазином поворотных штанг (КВА) Проходя поворотные штанги, отдельные ленты меняют направление движения и накладываются одна на другую. Сегодня широко применяется консольная конструкция поворотных штанг (т.е. конструкция с односторонним креплением). Это значительно облегчает разводку лент для их проводки (рис. 2.2-18,6), котораяосуществляется с одной стороны. Для соблюдения приводки собранных вместе полотен при вводе в резальную секцию фальцаппарата положение каждой ленты регулируется индивидуальными регистровыми валиками, в то время как тянущие валики обеспечивают их движение.
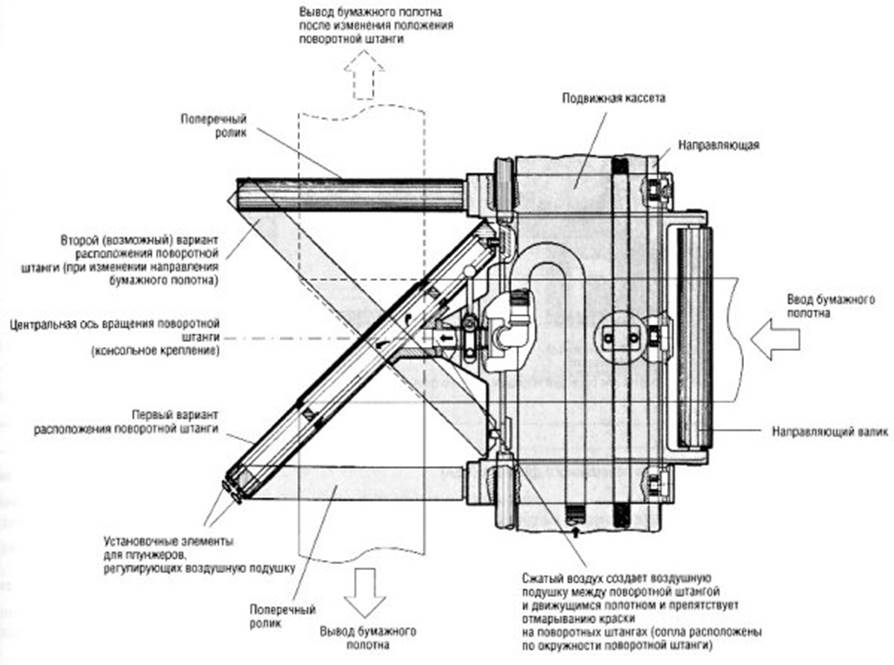
Рис. 2.2-20 - Магазин поворотных штанг с односторонним (консольными) креплением; поворотная штанга может устанавливаться в двух положениях (реверсирование) (КВА) Магазин поворотных штанг крепится в подвижной кассете (рис. 2.2-20). Воздушная подушка под движущимся полотном бумаги позволяет предотвратить трение между ним и поворотными штангами. Для этого поворотные штанги присоединяются к мощному компрессору, который и обеспечивает подачу воздуха в них. Поскольку поворотные штанги используются при выпуске продукции разного формата, они оснащены внутренними поршнями, которые при необходимости перекрывают часть отверстий в поворотных штангах, сокращая ширину воздушной подушки до ширины бумажной ленты. Во избежание отмарывания поворотные штанги покрывают гальваническим способом тонким слоем хрома. Для переворота ленты поворотную штангу разворачивают относительно центральной оси.
Рулонная зарядка
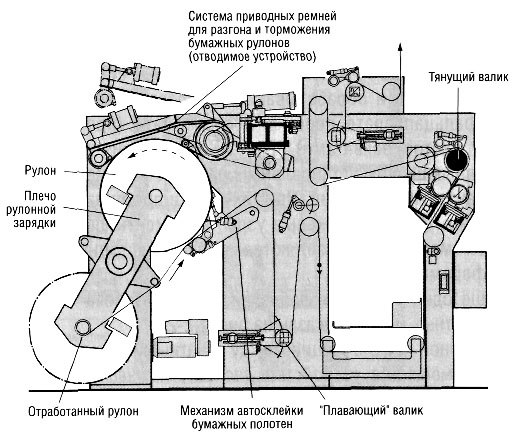
Рулонные зарядки машин глубокой печати преимущественно выполняются в виде двухлучевой звезды для автосклейки рулонов «на ходу», т.е. без останова печатной машины. Из-за большой инерционной массы широких бумажных рулонов для их разгона используются приводные ремни (рис. 2.2-24). Чтобы избежать формирования складки или надрыва бумажного полотна (особенно тонкой мелованной бумаги LWC) из-за провисания тяжелых рулонов, приводные ремни обычно размещают в нижней части установки (рис. 2.2-25). Поддерживая рулон снизу, ремни осуществляют его центровку на луче звезды и компенсируют провисание, вызванное собственным весом бумаги.Усиленная конструкция рулонных стоек машин глубокой печати позволяет выдерживать вес тяжелых бумажных рулонов, масса которых составляет 5000-6000 кг. Поскольку такой вес полностью исключает ручные операции, процесс зарядки рулонов в машинах полностью автоматизирован (раздел 8.1.1.2). Коррекция положения бумажной ленты относительно печатной секции также выполняется автоматически. С помощью гидравлического грузоподъемного механизма рулон устанавливается в зажимных патронах, внешний диаметр которых составляет 150 мм (в то время как стандарт для офсетной печати - 75 мм). Такие патроны обеспечивают более надежный захват и предотвращают вибрацию сработанного рулона перед его заменой.
Рис. 2.2-24 - конструкция опоры для смены рулона без остонова машины
Рис. 2.2-25 - Опора для смены рулона без останова машины. Снизу рулон поддерживается ремнем (КВА)
Варианты построения систем глубокой печати
В данный раздел включены описания и схемы стандартных конфигураций печатных машин для иллюстрационной печати, а в разделе 2.2.3 рассматриваются машины для печати на упаковке.
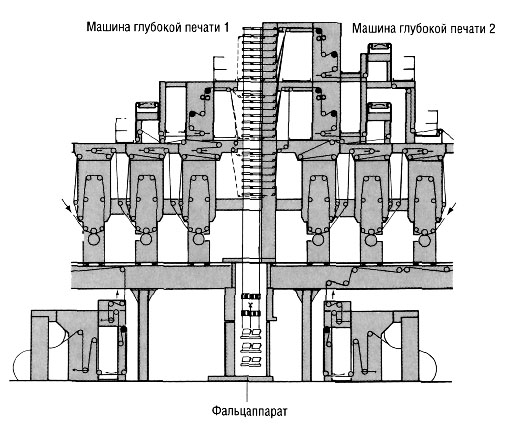
Рис. 2.2-26 - Схема параллельной установки двух машин глубокой печати с центральным пультом управления (КВА) На рис. 2.2-26 схематически представлена параллельная установка двух машин глубокой печати. Очевидно, что такое размещение требует больших площадей. Два фальцаппарата, с тремя приемными устройствами каждый, размещаются в подвале. Здесь же установлены и рулонные зарядки. Каждое из четырех полотен бумаги (по 2 на фальцаппарат) режется на входе в магазине поворотных штанг на 10 отдельных лент, которые собираются вместе и обрабатываются на безграфееч-ном фальцаппарате переменного формата (проводка листов захватами). Пульты управления и разводные шкафы установлены в рабочей зоне между печатными линиями. При текущем и профилактическом ремонте тяжелые узлы и элементы печатной машины доставляются в рабочую зону тельферами. Еще один вариант параллельного агрегатирования печатных машин показан на рис. 2.2-27.
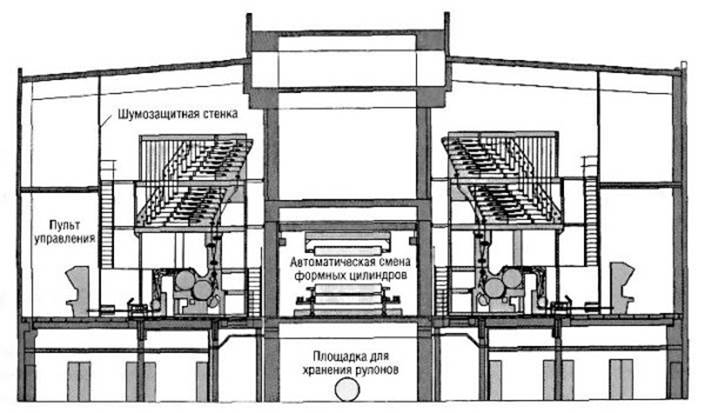
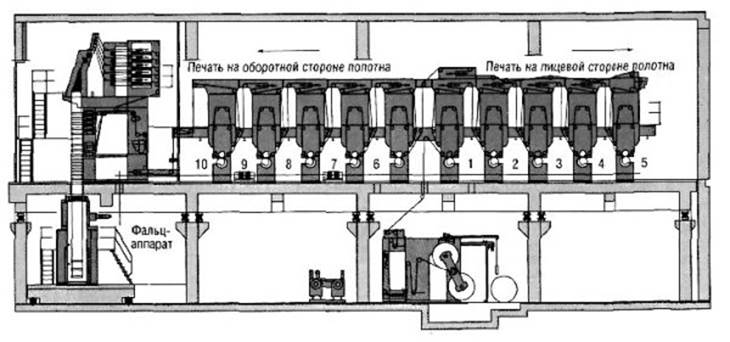
Рис. 2.2-27 - Схема параллельной размещения двух машин глубокой печати с центральным устройством для автоматической смены формного циландра (КВА) В данной конфигурации между печатными линиями размещается устройство для автоматической смены формных цилиндров, в то время как пульт управления вынесен за пределы рабочей зоны и изолирован шумоизоляционной стенкой. Фальцаппараты установлены на одной горизонтали с печатными секциями.Пример двухъярусной машины глубокой печати (продольное сечение) приведен на рис. 2.2-28. Рулонные зарядки и фальцаппарат установлены в подвале. Над ними расположены десять печатных секций и магазин поворотных штанг.
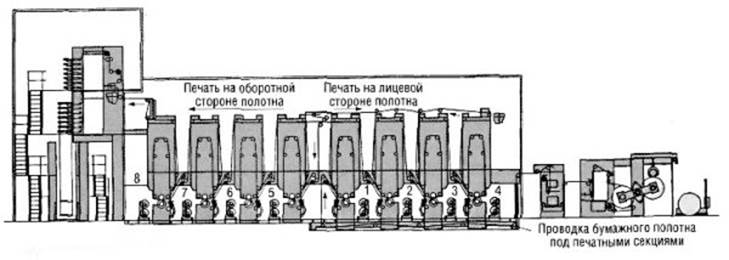
Рис. 2.2-28 - Многоярусное построение для двусторонней печати. Рулонная опора и фальцаппарат расположены на первом этаже (КВА) Рулонная зарядка, печатные секции и фальцаппарат с надстройкой могут монтироваться и на одном уровне - рис. 2.2-29 (партерное расположение). Однако при двусторонней печати проводка бумажного полотна в машинах такой конфигурации затруднена (в особенности при ручной проводке бумаги).
Рис. 2.2-29 - Печатная машина глубокой печати. Рулонная опрора и фальцаппарат расположены на одном уровне (одноэтажное построение) (КВА)
Рис. 2.2-30 - Установка двух машин глубокой печати с одним общим фальцаппаратом в центре (КВА) Следующие схемы иллюстрируют различные варианты монтажа магазина поворотных штанг и фальцаппарата. Так, на схеме рис. 2.2-30 две печатные машины работают на один фальцаппарат, установленный между ними.
Рис. 2.2-31 - Установка машин с двумя фальцаппаратами и дополнительной секцией флексографической печати (КВА) В конфигурации на рис. 2.2-31 каждый из двух магазинов поворотных штанг агрегатирован с собственным фальцаппаратом. Такая конструкция не только облегчает обслуживание фальцаппаратов, например, при поломке одного из них, но и позволяет разделять производственные потоки, что особенно важно при выпуске в сжатые сроки больших тиражей печатных материалов небольшого объема. Машина глубокой печати может агрегатироваться с флексографской впечатывающей секцией, которая работает в двух вариантах: без сушки (рис. 2.2-31) или с сушильным устройством (рис. 2.2-32).
Рис. 2.2-32 - Конструкция флексографской впечатывающей секции для машины глубокой печати с устройствами для замены формы без ее останова (КВА) Такие секции позволяют разнообразить ассортимент продукции, выпускаемой на машинах глубокой печати, впечатывая в части тиражей переменные данные, как, например, цены, адреса и т.д. (гибридная печатная технология). Для того, чтобы смена печатных форм, содержащих альтернативную информацию, производилась без останова печатной машины, впечатывающая секция компонуется из двух независимых печатных станций (два формных цилиндра и два красочных аппарата), обслуживающих один печатный цилиндр (рис. 2.2-31 и 2.2-32).
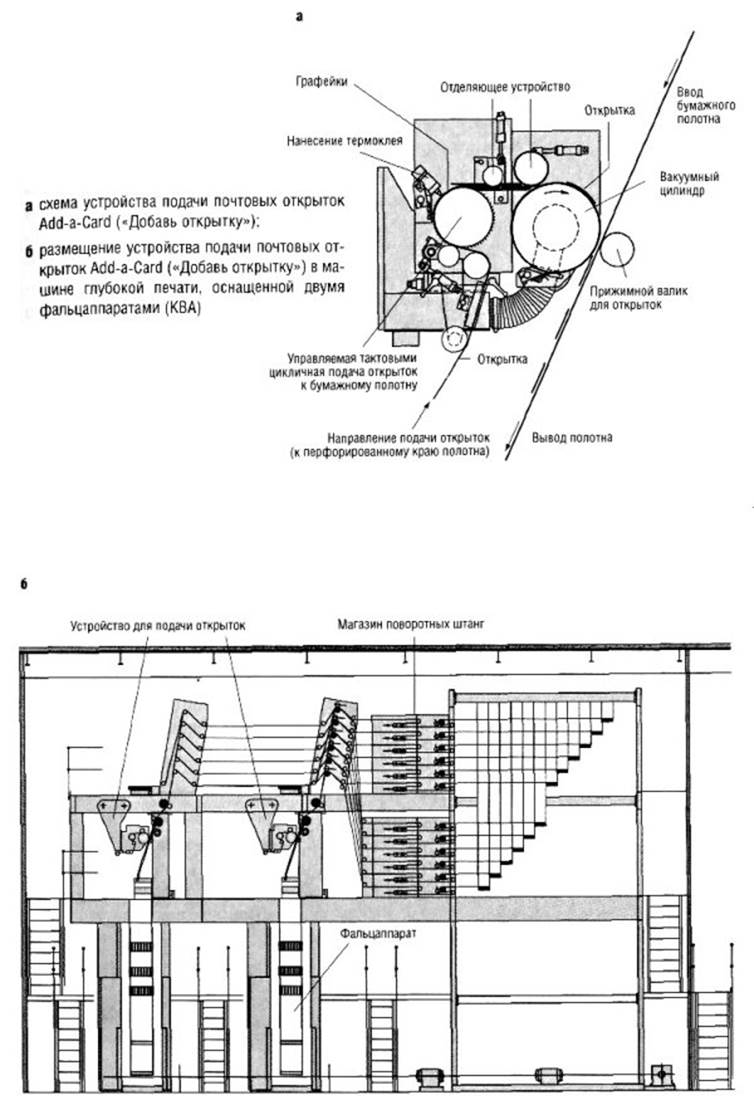
Рис. 2.2-33 - Процедура приклейки открыток обратной связи с читателем при изготовлении журналов Вклейка почтовых бланк-заказов - существенный элемент реализации концепции журнального издания и организации его производства. В аппарате для точечной склейки Add-a-Cart Gerate (рис. 2.2-33,а) на открытку наносится термоклей, после чего она автоматически подается на движущееся бумажное полотно (рис. 2.2-33,б). Склейка с точным совмещениемпроизводится термоклеем без снижения скорости полотна.
Глубокая печать на упаковке
Машины глубокой печати для производства упаковки обычно комплектуются несколько иначе, чем машины, предназначенные для выпуска иллюстрированной продукции. Упаковка требует других печатных материалов, других красок и других послепечатных операций по обработке запечатываемого полотна. Технология глубокой печати на упаковке не ограничивается применением только одного вида печатных машин (листовых или рулонных). Простота, а также сравнительно низкая и гибкая стоимость изготовления формных цилиндров (или форм) определили такое преимущество листовых машин, как возможность печати небольших тиражей. К другим достоинствам глубокой и в особенности ротационной упаковочной печати относятся: • переменный формат изделия (дублирование разверток по окружности формного цилиндра); Для глубокой печати характерно высококачественное и устойчивое воспроизведение мельчайших деталейизображения даже на тонких и гибких упаковочных материалах, а также превосходное воспроизведение полутонов. Эффективность печати достигается за счет большого количества оттисков, получаемых при одном обороте формного цилиндра. Полотно запечатывается за один проход с двух сторон (даже при различном количестве красок) и обрабатывается сразу же в поточной линии. Большие тиражи печатаются без смены формных цилиндров. Следует отметить, что на современных полиграфических предприятиях листовые машины глубокой печати представлены очень ограниченно. Однако еще кое-где можно встретить раритетные машины «COLOR-PALATIA» производства фирмы Schnel-Ipressenfabrik Frankenthal и листовые машины глубокой печати «REMBRANDT» фирмы КВА. В многокрасочной листовой машине глубокой печати, представленной на рис. 2.2-34 (а также на рис. 1.6-8), послекаждой секции установлено сушильное устройство. Поскольку надлежащее закрепление красок обеспечивается только в длинных сушильных устройствах, то при ограниченных площадях сушильные устройства монтируются под наклоном.
Рис. 2.2-34 - Многокрасочная машина листовой глубокой печати на упаковке, схема на рис. 1.6-8 (КВА) Рулонные машины глубокой печати для упаковочного производства позволяют печатать большие тиражи и поэтому в целом более рентабельны, чем листовые машины. Именно на них и остановимся в дальнейшем.
Рис. 2.2-35 - Рулонная машина печати на упаковке Рулонная машина глубокой печати на упаковочных материалах (рис. 2.2-35 и 1.6-18) состоит из рулонной зарядки, нескольких печатных секций и перемоточного устройства для работы с рулона на рулон. Производство печатных машин такой простой конфигурации в сочетании со сравнительно несложной конструкцией печатных секций не представляет труда даже для небольших машиностроительных компаний. В частности, значительное число таких компаний работают на итальянском рынке, время от времени становясь жертвами жесткой конкуренции. На рынке упаковочной печати с его высокими требованиями к качеству и разнообразию запечатываемых материалов (от фольги до картона) смогли утвердиться только те компании, которые были способны найти оригинальные, частично патентованные, инженерные решения конструкций печатных машин. Автоматизированное упаковочное производство подразумевает наличие печатных секций, установленных наряду с другим технологическим оборудованием в единую поточную линию.Активное применение глубокой печати в тароупако-вочном производстве ведется с конца 1950-х годов. Помимо прочих причин этому буму способствовало появление новых синтетических упаковочных материалов, типа целлофана. Надежная красивая упаковка повышала привлекательность фирменных товаров в глазах покупателей. Между тем появление новых материалов привело к модернизации всего технологического процесса. Для запечатывания негигроскопичной пленки были созданы новые краски, которые накатывались на предварительно нанесенный слой лака. Закрепление этих красок потребовало других сушильных устройств. Кроме того, традиционные системы контроля натяжения бумажного полотна оказались неприемлемы для эластичных материалов, а собственно усилие натяжения пленки в печатной машине должно быть малым, прежде всего, при намотке на выводе, чтобы предотвратить ее слипание в рулоне. Чем тоньше становилась полиэтиленовая пленка, из которой изготавливалась упаковка, тем больше глубокая печать уступала позиции флексогра-фии (флексографские машины секционного и планетарного типа; раздел 2.3.3). Стало очевидно, что без серьезных и дорогостоящих преобразований ни одна из существовавших моделей машин глубокой печати не сможет дать требуемого качества оттисков. Среди очевидных недостатков были: большие расстояния проводки полотна в печатной машине, недостаточно чувствительные системы контроля натяжения полотна, слишком массивные и, следова тельно, излишне инерционные рулонные зарядки и нерегулируемые сушильные устройства. Все это не оставляло никакой альтернативы скорейшей модернизации печатных машин того времени, что позволило бы им соответствовать новым требованиям производства. Ужесточение стандартов качества продукции на фоне падения общего интереса к глубокой печати привело к разорению ряда предприятий, производящих машины этого типа. Типографии, работающие в упаковочном секторе производства, стали направлять новые инвестиции на приобретение флексографского оборудования. Однако глубокой печати удалось «закрепить за собой» сегмент рынка многотиражной печати на бумаге, тонком картоне, целлофане, алюминиевой фольге и частично на синтетической пленке. На машинах глубокой печати изготавливается упаковка для конфет, супов, кофе, пирожных, печенья, масла, сыра и другой пищевой продукции многих известных марок (рис. 2.2-36), а также сигаретные пачки, коробки для моющих средств, полиэтиленовые пакеты и упаковочная бумага.Ряд фирм-производителей машин глубокой печати смогли усовершенствовать существующее оборудование, создав образцы, которые обеспечивают хорошее качество при печати на тонких, гибких полиэтиленовых пленках. Серьезная реконструкция коснулась практически всех узлов печатной машины. Она теперь комплектуется прецизионным устройством контроля натяжения полотна, приводом, работающим от двигателя постоянного тока, лентопроводящей системой, обеспечивающей устойчивое движение полотна на всех участках, принципиально новой системой охлаждения и модифицированными размоточным и перемоточным устройствами, которые управляются двигателями постоянного тока. Значительные изменения были внесены и в конструкцию сушильных устройств (рис. 2.2-35,б), и в систему контроля приводки. Отдельные компании, по преимуществу в Европе, которые стали специализироваться на выпуске гибкой упаковки, смогли не только удержать, но и усилить контроль над рынком производства высококачественных полиэтиленовых сумок, а также упаковки для лекарств, средств гигиены и замороженныхпищевых продуктов. Современная машина глубокой печати представлена на рис. 2.2-35.
Рис. 2.2-36 - Примеры применения глубокой печати на упаковке (W&H) Несмотря на растущий спрос на высококачественную и разнообразную упаковку, печатные компании продолжают испытывать давление постоянно увеличивающихся затрат. По этой причине производители печатного оборудования всерьез озабочены разработкой таких механизмов, которые позволили бы прежде всего сократить время приладки, повысить производительность, упростить обслуживание и увеличить автоматизацию производства.
Рис. 2.2-37 - Выдвижная печатная секция гдубокой печати с печатным цилиндром и системой подачи краски (W&H) Одним из интересных конструкторских решений явилось создание выдвижных печатных систем (рис. 2.2-37 и 2.2-35,б).
Рис. 2.2-38 - Быстросъемная гильза формного цилиндра ускоряет и упрощает процесс смены формы. Изображен процесс установки гильзы на цилиндре (W&H) Эти системы упрощают процедуру замены гильзы печатного цилиндра (рис. 2.2-38), сокращая тем самым время на приладку машины перед печатью нового тиража и облегчая ее обслуживание. Производственная скорость отдельных моделей современных печатных машин (рис. 2.2-35,а) возросла до 6,7 м/с, стандартная ширина запечатываемой основы составляет 120, 140 или 160 см. Спрос на качественную, красочную и разнообразную упаковку заставляет типографии устанавливать дополнительные печатные секции, общее число которых в печатной линии может достигать семи-восьми. А секции лакирования или холодной припрессовки и по возможности ламинирования увеличивают ряд до 10 и более единиц оборудования. При работе с рулона на рулон машина комплектуется безостановочным перемоточным устройством (рис. 2.2-39.)
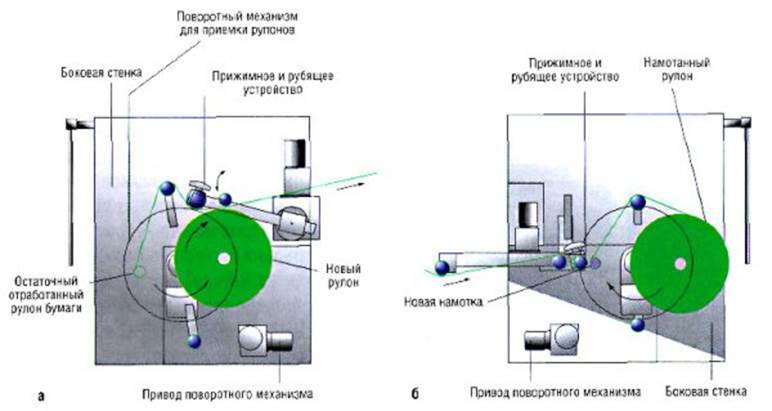
Рис. 2.2-39 - Автоматизиронанное устройство "нон-стоп" (безостановочная смена рулонов) для машин глубокой печати на упаковке: размоточное устройство (а); намоточное устройство (W&H) (б) В современных типографиях, работающих на рынке упаковки, устанавливаются, как правило, именно такие универсальные печатные машины, которые за счет модульной конструкции позволяют выпускать широкий ассортимент продукции с учетом разнообразных требований заказчиков. Стоимость формных цилиндров, длительная и трудоемкая переналадка машины и значительный объем выхода макулатуры при смене заказа (3 и более процента при изготовлении больших тиражей) определяют рост себестоимости продукции, особенно при малотиражной печати. Понятен поэтому тот крайне сдержанный оптимизм, с которым специалисты оценивают перспективы глубокой печати на мировом рынке упаковки, равно как и большой разброс значений удельного веса этой технологии. Ожидалось, что в жесткой конкуренции с флексографией и офсетом глубокая печать сможет контролировать предположительно около 19% от общего объема производства упаковки в Европе с тенденцией к незначительному снижению. Относительные доли, например, таких стран, как Франция и Италия, лежат на значительно более высоком уровне. В США, стране с традиционно «вялым» рынком упаковочной продукции, с использованием глубокой печати прогноз со-ставил только около 8%, также с некоторой тенденцией к снижению, в то время как на долю Азии приходится приблизительно 50%, а на долю Японии стабильно 85% рынка. Между тем, если производителям оборудования удастся снизить стоимость формных цилиндров (за счет, скажем, внедрения новых синтетических материалов и усовершенствования систем лазерного гравирования), а также преодолеть такие негативные факторы, как длительное время приладки машины и значительные объемы выхода макулатуры, глубокая печать, которая является самым простым и самым древним процессом печати, получит новый импульс развития.
Перспективы развития
Тема 8 Глубокая печать
Глубокая печать имеет богатую историю. Этот метод печати появился в начале XV века. Тогда прародителями глубокой печати были оттиски с гравированных медных пластин. На современном этапе развития полиграфической промышленности глубокая печать занимает около 10-15% рынка печатной продукции. Именно простоте технологии глубокой печати обязаны своим появлением красочные системы современных офсетных газетных машин и анилоксовые красочные аппараты машин флексографской печати. Принцип глубокой печати состоит в следующем: печатный оттиск получают с форм, на которых краска находится в углубленных печатающих элементах. Разница в насыщенности изображений, полученных с помощью глубокой печати, обеспечивается различной глубиной печатающих элементов. Это является главным преимуществом глубокой печати при воспроизведении тонов, света, тени на изображении. С помощью образовавшихся слоев краски различной толщины на бумаге получается четкое изображение с тончайшими деталями. Но помимо преимуществ, глубокая печать обладает одним большим минусом, который сильно ограничивает ее распространение. Дело в том, что изготовление формных цилиндров для глубокой печати слишком дорого, поэтому к технологии глубокой печати обращаются лишь для печати больших тиражей (более 1 млн экземпляров). Глубокую печать применяют для печати журналов, газет, популярных каталогов, для печати на упаковочных материалах. Устройство печатной машины для глубокой печати можно рассмотреть на примере многосекционной рулонной машины глубокой печати (рис.2.1.). Поступающее из рулонного устройства бумажное полотно запечатывается в четыре краски сначала с одной, а затем с другой стороны. 1. Изготовление формных цилиндров 2. Изготовление печатных форм 3. Хранение и смена формных цилиндров 4. Пресс-цилиндр 5. Красочный аппарат и ракельное устройство 6. Сушильное устройство 7. Продольная и поперечная приводка 8. Магазин поворотных штанг 9. Фальцаппарат в глубокой печати 10. Рулонная зарядка 11. Варианты построения систем глубокой печати 12. Глубокая печать на упаковке 13. Перспективы развития глубокой печати
Изготовление формных цилиндров
В отличие от листовых машин глубокой печати, имеющих весьма ограниченное применение (рис. 1.6-8), рулонные являются основным оборудованием типографий глубокой печати. Печатный аппарат рулонной машины включает цельный формный цилиндр, на медной поверхности которого методом гравирования или травления изготавливается печатная форма. Производство формных цилиндров представляет собой цепь сложных механических, химических и электрохимических операций. Заготовка формного цилиндра представляет собой стальную толстостенную полую трубу, в торцы которой запрессовываются стальные цапфы. Для создания дополнительной жесткости к цапфам внутри цилиндра привариваются стальные диски. Затем, для создания правильной геометрической формы, стальная заготовка формного цилиндра протачивается по всей длине. Последующая балансировка обеспечивает устойчивость цилиндров к вибрациям в печатной машине при высоких скоростях печати (обычно около 15 м/с). Наращивание на стальной поверхности цилиндра основного слоя меди, помимо других целей, позволяет получать цилиндры требуемого диаметра, который определяется технологическими параметрами печатной машины.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 1735; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.241.82 (0.11 с.) |