Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кинематические (или ходовые) резьбы ⇐ ПредыдущаяСтр 2 из 2
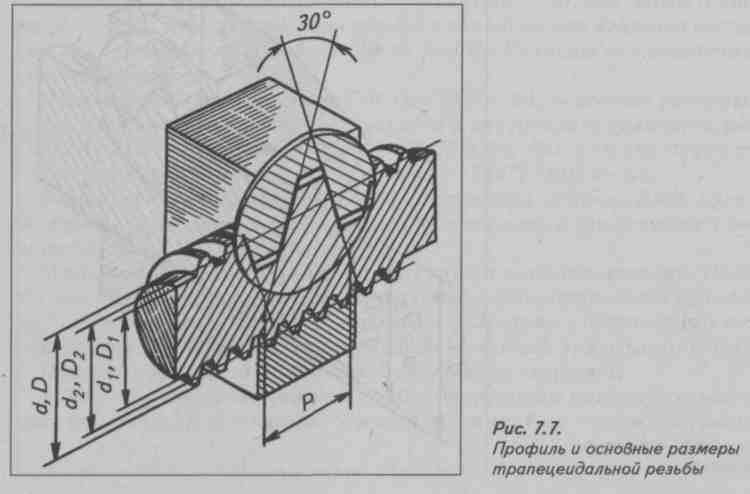
Трапециедальная резьба (рис. 1.12). Профиль резьбы – равнобокая трапеция с углом α = 30°. Резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов. В настоящее время действуют следующие стандарты на трапециедальную резьбу: профиль резьбы по ГОСТ 9484–81; основные размеры однозаходной резьбы – ГОСТ 24737–81; диаметры и шаги однозаходной резьбы – ГОСТ 24738–81; диаметры, шаги, ходы и допуски многозаходной резьбы – ГОСТ 24739–81; допуски для однозаходной резьбы – ГОСТ 9562–81. Примеры обозначений однозаходной трапециедальной резьбы: Тr 40 х 6 – 8е ( Tr – трапециедальная, 40 – номинальный диаметр резьбы на стержне; 6 – шаг; 8е– поле допуска); Tr 40 х 6 LH – 8e(та же резьба, но левая).
Рис. 1.12. Профиль и основные размеры трапециедальной резьбы
Примеры обозначений многозаходной трапециедальной резьбы (рис. 1.13): Тr 40 х 9 (Р3) – 6е ( Тr– трапециедальная; 40 – номинальный диаметр резьбы на стержне; 9 – ход; 3 – шаг в мм; 6е – поле допуска).
Рис. 1.13. Пример обозначения трапецеидальной резьбы
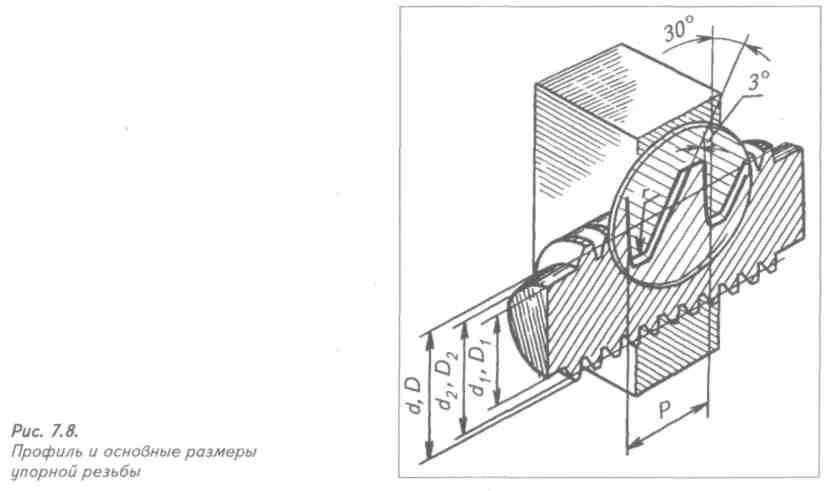
Упорная резьба (рис. 1.14). Профиль резьбы по ГОСТ 10177-82 – неравнобокая трапеция с углом рабочей стороны 3° и нерабочей – 30°. Этот же стандарт регламентирует и основные размеры резьбы. Допуски – по ГОСТ 25096-82. Упорная резьба характеризуется высокой прочностью. Винтовая пара с упорной резьбой обладает высоким КПД. Резьба применяется в грузовых винтах для передачи больших усилий, действующих в одном направлении (в мощных домкратах, прессах и т.д.).
Рис. 1.14. Профиль и основные размеры упорной резьбы Примеры обозначений упорной резьбы (рис. 1.15): S 80 х 16 – 7h ( S– упорная; 80 – номинальный диаметр; 16 – шаг; 7h– поле допуска); S 80 х 16 LH– 7h (LН– для отверстия, левая); S80 х 20 (Р5) – 7h(80 – номинальный диаметр; 20 – ход; 5 – шаг у четырехзаходной резьбы).
Рис. 1.15. Пример обозначения упорной резьбы Прямоугольная (квадратная) резьба (рис. 1.16) имеет высокий КПД и дает большой выигрыш в силе, поэтому подобные резьбы применяют для передачи осевых усилий в грузовых винтах и движения в ходовых винтах.
Рис. 1.16. Профиль и основные размеры прямоугольной (квадратной) резьбы
Прямоугольные (квадратные) резьбы не стандартизованы, так как имеют следующие недостатки:
а) в соединении (типа «болт – гайка») трудно устранить осевое биение; б) они обладают меньшей прочностью, чем трапециедальная резьба, так как основание витка у трапециедальной резьбы при одном и том же шаге шире, чем у прямоугольной резьбы; в) их труднее изготовить, чем трапециедальную. В ответственных соединениях эти резьбы заменены трапециедальной. Так как профиль и шаги этой резьбы не стандартизованы, на чертеже изделия с подобной резьбой приводят все данные, необходимые для ее изготовления.
Специальная резьба. Имеет стандартный профиль, но нестандартный шаг или диаметр. В обозначении специальной резьбы перед буквенным указанием профиля (М, Tr, S) добавляют сокращенное слово Сп, например: Сп М34 х 2 – 6 d.
Основные виды резьбовых крепежных изделий Болты
Болт представляет собой цилиндрический стержень с головкой на одном конце и винтовой резьбой на другом (рис. 1.17). Обычно болты применяют для скрепления (соединения) деталей не очень большой толщины, фланцев (рис. 1.18), при необходимости частого соединения и разъединения деталей.
Рис. 1.17. Элементы болта: 1 – фаска; 2 – головка; 3 – стержень; l – рабочая длина; l0 – длина резьбы Головка болта может иметь разную форму: шестигранную, квадратную, прямоугольную, полукруглую, коническую с квадратным подголовком или усом (для предотвращения проворачивания болта при навинчивании гайки).
Рис. 1.18. Фланцевая муфта с болтовым соединением
Выбор формы головки болта для соединения деталей зависит от технологических особенностей данного соединения. Наибольшее применение получили болты с шестигранной головкой. При скреплении деталей на резьбу болта навертывается гайка также чаще всего шестигранной формы. Изображение болтов на рабочих чертежах выполняют по размерам, указанным в соответствующих таблицах ГОСТа на резьбовые изделия. На сборочных чертежах болтовые соединения обычно вычерчивают упрощенно, по относительным размерам, за исходный размер в этом случае принимают наружный диаметр резьбы болта d.
Основные размеры болтов с шестигранной головкой класса точности А по ГОСТ 7805-70 и B по ГОСТ 7798-70 приведены в таблицах прил. 1. Пример условного обозначения болта нормальной точности с шестигранной головкой: болт исполнения 1 (не указывают), с крупным шагом (не указывают), длиной 60 мм, класс прочности 5.8, без покрытия: Болт М12 – 6g х 60.58 ГОСТ 7798-70. На учебных чертежах полагают, что болты изготовлены из углеродистой стали класса прочности 5.8 и не подвергаются покрытию.
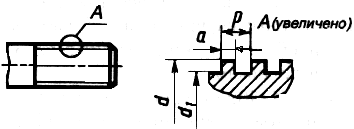
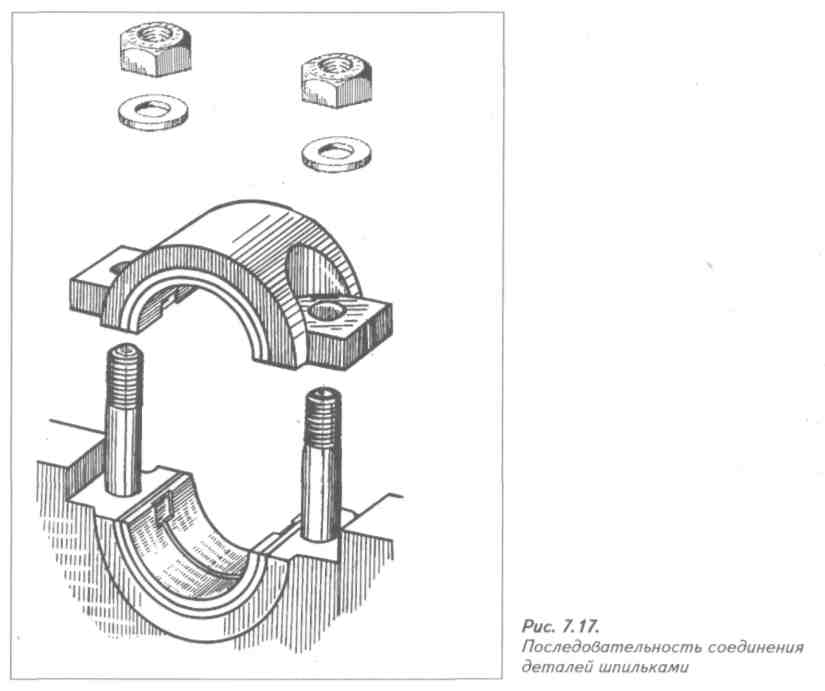
Шпильки Если болт нельзя пропустить насквозь через обе детали (в случае когда одна деталь существенно большей толщины), вместо него ставится шпилька, представляющая собой цилиндрический стержень с резьбой на обоих концах (рис. 1.19). Шпильки изготавливают нормальной и повышенной точности. Один конец шпильки ввертывается до отказа в одну из соединяемых деталей, после чего на другой конец устанавливают скрепляемую деталь и навинчивают гайку (рис. 1.20). Часть шпильки длиной l (рабочая длина шпильки), на которую устанавливается деталь и навинчивается гайка, называется стяжным концом. В зависимости от толщины подсоединяемой детали определяется необходимая длина стяжного конца.
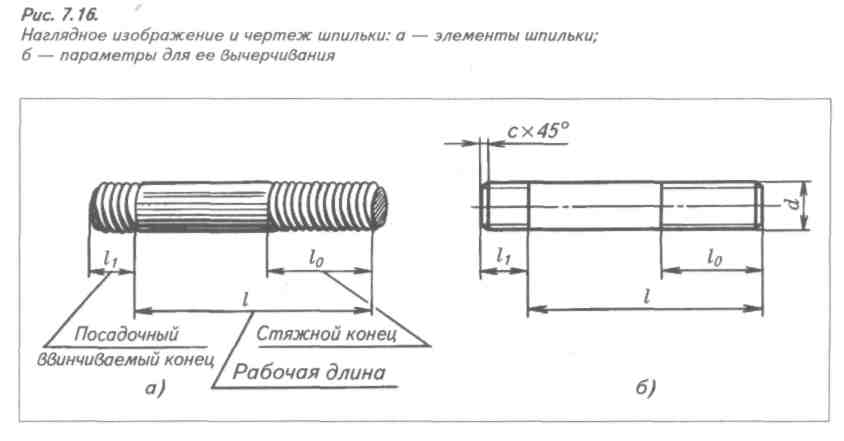
Рис. 1.19. Наглядное изображение и чертеж шпильки: а – элементы шпильки; б – параметры для ее вычерчивания
Резьбовой конец шпильки l 1, ввинчиваемый в деталь, называется посадочным концом. Длина посадочного конца шпильки подбирается в зависимости от пластичности материала детали, в которую ввертывается шпилька (табл. 1.1).
Рис. 1.20. Последовательность соединения деталей шпильками
Длина гладкой (ненарезанной) части шпильки гаечного конца должна быть не менее 0,5 d. Длина шпильки l и резьбового конца l 0 в соответствии с ГОСТ 22032-76 приведены в прил. 2. Пример условного обозначения шпильки диаметром резьбы d= 16 мм, с крупным шагом Р = 2 мм и рабочей длиной l = 120 мм: Шпилька М16 – 6g х 120.58 ГОСТ 22032–76, все остальное расшифровывается так же, как в обозначении болта.
Таблица 1.1. Зависимость длины посадочного конца шпильки от материала изделия, в которое она ввертывается
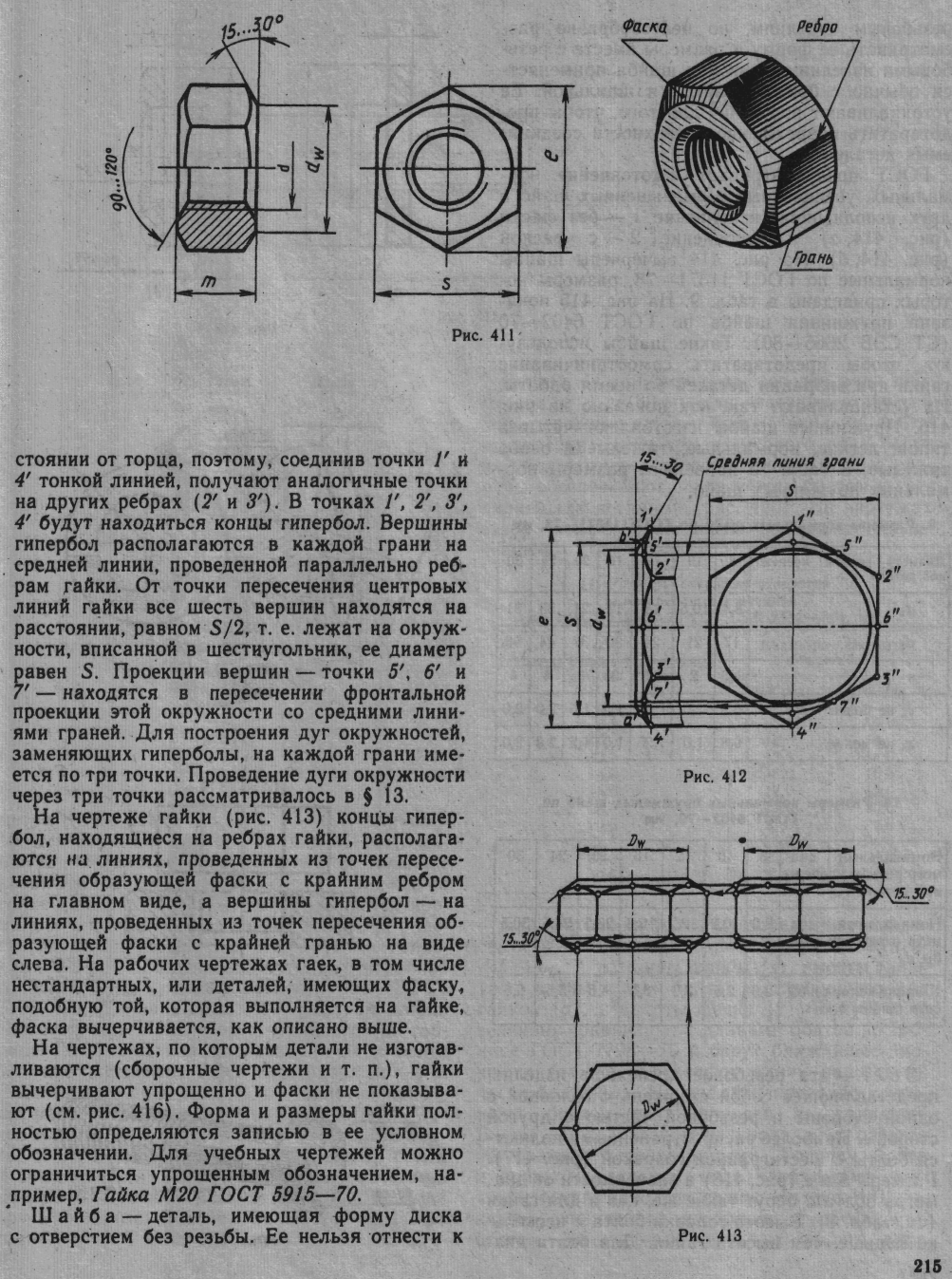
Гайки Гайки являются одним из важнейших элементов резьбового соединения, они различаются по форме поверхности, характеру исполнения, характеру резьбы и точности изготовления. Выбор типа гайки зависит от ее назначения и условий работы. Крепежные гайки, которые навинчиваются на болты и шпильки, чаще всего бывают шестигранной формы, реже квадратной. Кроме шестигранных и квадратных гаек, в машиностроении широко применяются гайки специальной формы: круглые, гайки-барашки и пр. Высота нормальных шестигранных гаек класса точности В по ГОСТ 5915-70 Н = 0,8d.В особых случаях при больших стяжных усилиях, а также там, где в процессе эксплуатации приходится часто демонтировать резьбовое соединение, применяют гайки высокого класса точности В по ГОСТ 15523-70 (1,2d)и особо высокого класса точности А по ГОСТ 5931-70 (1,6d). При незначительных стяжных усилиях и там, где необходимо ограничить выступ гайки, применяют гайки уменьшенной высоты класса точности В по ГОСТ 5916-70 (0,5 –0,6 d).
Разновидностями шестигранных гаек служат гайки корончатые и прорезные, устанавливаемые на резьбовых соединениях, подлежащих стопорению с помощью шплинтов. Они обычно выполняются с увеличенной общей высотой. При небольших стяжных усилиях и частом завинчивании и отвинчивании применяют гайки-барашки (с двумя ушками) для удобства завертывания их вручную, без ключа. Шестигранные гайки выпускают в двух исполнениях – с одной и двумя коническими фасками (рис. 1.21).
Рис. 1.21. Наглядное изображение и чертеж гайки в двух исполнениях
Основные размеры шестигранных гаек класса точности В, нормальных по ГОСТ 5915-70, приведены в табл. прил. 3. Пример условного обозначения шестигранной гайки 1 исполнения с диаметром резьбы d= 12 мм, с крупным шагом Р= 1,75 мм, полем допуска – 6Н, классом прочности – 12 и маркой стали – 40Х: Гайка М12 – 6H.12.40X ГОСТ 5915-70 Шайбы При сборке резьбовых соединений под гайки или головки болтов обычно подкладывают шайбы. Они позволяют увеличить опорную поверхность под гайкой, предохранить поверхность детали от задирания ее гранями гайки, а при неровностях на наружной поверхности детали предотвратить перекос гайки. Различают шайбы круглые, пружинные, стопорные, косые и др. Круглые шайбы изготавливают без фаски, штампованными из листа (ГОСТ 11371-78) и с односторонней фаской, точеными на станке (рис. 1.22).
Рис. 1.22. Шайбы круглые Основные размеры шайб обычных по ГОСТ 11371-78 приведены в прил. 4. Примеры условных обозначений шайб: а) шайба 1 исполнения для болта, шпильки диаметром резьбы 18 мм: Шайба 18 ГОСТ 11371-78; б) пружинная шайба из стали марки 65Г для болта, винта, шпильки с диаметром резьбы 18 мм: Шайба 18 Л 65Г ГОСТ 6402-70. Примечание. Буква, стоящая за цифрами, обозначающими диаметр резьбы, указывает тип пружинной шайбы: Л – легкие шайбы; Н – нормальные шайбы; Т – тяжелые шайбы.
|
||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1262; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.110.119 (0.02 с.) |