Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
ВОПРОС 63. Безвольфрамовые твердые сплавы, их марки, физико-химические свойства и область применения.Содержание книги
Поиск на нашем сайте
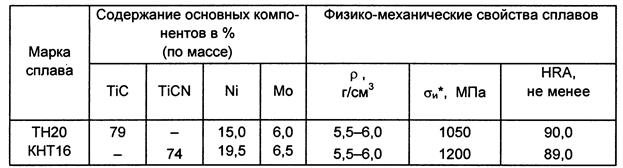
В связи с высокой дефицитностью основных компонентных составляющих твердого сплава, и прежде всего W и Со, в странах СНГ развернуты широкие изыскания по разработке экономнолегированных безвольфрамовых твердых сплавов. [2] Перспективным направлением разработки безвольфрамовых твердых сплавов (БВТС) оказалось создание сплавов на основе карбонитрида и карбида титана с никель-молибденовой связкой. Сплавы отличаются высокой твердостью, окалиностойкостью, имеют низкий коэффициент трения по стали и пониженную склонность к адгезионному взаимодействию с обрабатываемым материалом, что уменьшает износ инструмента по передней поверхности при обработке стали и позволяет получить при обработке сталей низкую шероховатость обработанной поверхности и высокую размерную точность. В то же время безвольфрамовые сплавы имеют более низкий модуль упругости, а, следовательно, и сопротивление упругим пластическим деформациям, чем вольфрамосодержащие, меньшую теплопроводность и ударную вязкость, поэтому они хуже сопротивляются ударным и тепловым нагрузкам, также отличаются пониженной жаропрочностью, т.е. интенсивно разупрочняются при более низких температурах, чем сплавы типа ТК. Указанные свойства определили и области рационального применения сплавов при обработке материалов резанием: главным образом чистовая и получистовая обработка при точении и фрезеровании углеродистых и легированных сталей с высокой скоростью резания и относительно небольшим сечением среза взамен титановольфрамовых сплавов. Эффективно применение безвольфрамовых сплавов в виде сменных многогранных пластин, так как при напайке и заточке из-за низкой теплопроводности возможно появление внутренних напряжений и, как следствие, трещин на пластинах, а также снижение их эксплуатационной стойкости. Промышленность страны выпускает две стандартные марки безвольфрамовых сплавов в соответствии с ГОСТ 26530-85 (табл. 1).
Таблица 1 «Состав и основные свойства промышленных марок БВТС»
С учетом относительно низких значений теплостойкости и пластической прочности БВТС проведены исследовательские работы по совершенствованию их свойств за счет упрочнения связки или карбонитридной фазы. Результатом таких разработок стало появление новых марок БВТС с улучшенными свойствами по хрупкой и пластической прочности. Примером совершенствования БВТС могут служить сплавы ЛЦК20, карбо-нитридная фаза которых легирована цирконием, сплавы ТВ4, ЦТУ и НТНЗО, связки которых имеют заметно более высокую прочность и теплостойкость за счет легирования соответственно карбидом вольфрама, вольфрамом и карбидами титана и ниобия. Новая группа сплавов этого типа имеет повышенную эксплуатационную надежность и расширенную область применения. В частности, сплавы ТВ4, НТНЗО рекомендуют для черновой обработки стали при фрезеровании и точении (области применения Р20-Р30). Состав и некоторые свойства БВТС повышенной прочности показаны в таблице 2. Таблица 2 «Состав и свойства БВТС повышенной прочности»
Эффективность применения БВТС зависит от правильности подготовки инструмента, выбора режимов резания и условий обработки, включая обрабатываемый материал. Например, стандартный БВТС марок ТН-20, КНТ-16 не рекомендуется при обработке труднообрабатываемых материалов, твердых чугунов и закаленных сталей. Опыт внедрения существующих безвольфрамовых сплавов и прогнозируемое расширение их применения в связи с появлением новых более совершенных марок показывает, что при выпуске требуемой номенклатуры изделий и обеспечении стабильного уровня качественных показателей, около 25-30% объема выпуска вольфрамосодержащих сплавов для обработки стали может быть заменено на безвольфрамовые. БВТС с их более высокой, чем у вольфрамосодержащих твердых сплавов, теплостойкостью, меньшей склонностью к адгезии с обработанным материалом вполне отвечает современной тенденции обработки заготовок за одну установку, когда припуск на обработку минимален, а резание ведется на высоких скоростях резания при необходимости обеспечения низкой шероховатости обработанной поверхности и высокой размерной точности. Таким образом, инструмент, оснащенный пластинами из БВТС, становится особенно эффективным при обработке заготовок с большой площадью обрабатываемой поверхности, к которым предъявляются высокие требования по точности размеров и геометрической формы, шероховатости. Применяются в машиностроении безвольфрамовые твёрдые сплавы при изготовлении режущего инструмента, пресс-форм и вытяжных матриц, измерительных калибров. [Yashericyn_Teoriya_rezaniya_43] Безвольфрамовые твёрдые сплавы эффективно применяются при получистовой и чистовой обработке низколегированных, конструкционных, высокохромистых и хромоникелевых сталей с HRCэ 31,5, а также при обработке цветных металлов, взамен стандартных твёрдых сплавов Т15К6 и Т30К4.
Практическая часть Задача 140. На токарно- винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Длина обрабатываемой поверхности l, длина заготовки L. Шероховатость обработанной поверхности Ra. Сечение державки резца В´Н=16´25 мм. Дано:
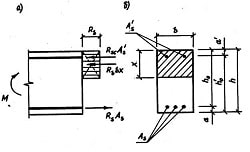
Необходимо: - привести схему обработки с указанием движений резания; - выбрать режущий инструмент; - назначить режимы резания табличным методом; - определить основное время. Решение: Согласно условию задачи точение детали производиться в патроне, строим эскиз обработки.
Рисунок 3 – Эскиз обработки
|
|||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 1202; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.147 (0.008 с.) |