
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Документы специального назначения ⇐ ПредыдущаяСтр 4 из 4
К документам специального назначения относятся: маршрутная карта (МК), карта технологического процесса (КТП), операционная кар-та (ОК), карта технологической информации (КТИ), комплектовочная карта (КК), технико-нормировочная карта (ТНК), карта наладки (КН), ведомость технологических маршрутов (ВТМ), ведомость оснастки (ВО), ведомость оборудования (ВОБ), ведомость материалов (ВМ), ве-домость дефектации (ВД), ведомость технологических документов (ВТД) и т. д. Правила оформления документов специального назначения пред-ставлены в ГОСТ 3.1122.
2.2.1. Правила оформления маршрутной карты
Маршрутная карта (МК) является составной и неотъемлемой ча-стью комплекта технологических документов (далее − документов), разрабатываемых на технологические процессы изготовления или ре-монта изделий и их составных частей. Маршрутная карта –документ,предназначенный для маршрут-ного или маршрутно-операционного описания технологического про-цесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последователь-ности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Формы и правила оформления маршрутных карт представлены
в ГОСТ 3.1118.
27
При маршрутном и маршрутно-операционном описании техноло-гического процесса МК является одним из основных документов, на ко-тором описывается весь процесс в технологической последовательности выполнения операций.
При операционном описании технологического процесса МК вы-полняет роль сводного документа, в котором указывается адресная ин-формация (номер цеха, участка, рабочего места, операции), наименова-ние операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
Для изложения технологических процессов в МК используют спо-соб заполнения, при котором информацию вносят построчно несколь-кими типами строк. Каждому типу строки соответствует свой служеб-ный символ.
Служебные символы условно выражают состав информации, раз-мещаемой в графах данного типа строки формы документа, и предна-значены для обработки содержащейся информации средствами механи-зации и автоматизации.
Простановка служебных символов является обязательной и не за-висит от применяемого метода проектирования документов.
В качестве обозначения служебных символов приняты буквы рус-ского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, М01, A12 и т. д. Указание соответствующих служебных символов для типов строк,
в зависимости от размещаемого состава информации, в графах МК сле-дует выполнять согласно табл. 2.5.
Таблица 2.5
Информация, вносимая в графы с соответствующим служебным символом
Номер цеха, участка, рабочего места, где выполняется операция, но- А мер операции, код и наименование операции, обозначение докумен-тов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Б Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением по-ля подшивки)
28
Окончание табл. 2.5
Номер цеха, участка, рабочего места, где выполняется операция, но-
В мер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции
Г (применяется только для форм с вертикальным расположением поля подшивки)
Д Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Е Информация по трудозатратам (применяется только для форм с вер-тикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) состав-ными частями с указанием наименования деталей, сборочных еди- К ниц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заго-
товке, о применяемых вспомогательных и комплектующих материа-
М лах с указанием наименования и кода материала, обозначения под-разделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
О Содержание операции (перехода)
Т Информация о применяемой при выполнении операции технологиче-ской оснастке
Л Информация по комплектации изделия (сборочной единицы) состав-ными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки)
Н Информация по комплектации изделия (сборочной единицы) состав-ными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие со-ставные части, кода единицы величины, единицы нормирования, ко-личества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки)
29
При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться прави-лами по заполнению соответствующих граф, расположенных на этих строках.
При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последова-тельности по всей длине строки с возможностью переноса информации на последующие строки. При операционном описании технологическо-го процесса на МК номер перехода следует проставлять в начале строки.
При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодиро-вание (обозначение) и наименование технологической оснастки. Ин-формацию по применяемой на операции технологической оснастке за-писывают в следующей последовательности:
· приспособления; · вспомогательный инструмент; · режущий инструмент; · слесарно-монтажный инструмент; · специальный инструмент, применяемый при выполнении специ-фических технологических процессов (операций), например при сварке, штамповке и т. п.;
· средства измерения. Запись следует выполнять по всей длине строки с возможностью переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять че-рез знак «;». Количество одновременно применяемых единиц техноло-гической оснастки следует указывать после кода (обозначения) оснаст-ки, заключая в скобки, например: АБВГ ХХХХХХ.ХХХ (2) фреза дис-ковая.
Очередность заполнения граф маршрутной карты, имеющих опре-деленный служебный символ, строго регламентирована. Например, при производстве сварных конструкций необходимо придерживаться сле-дующей очередности заполнения граф: А, Б, К, М, О, Т.
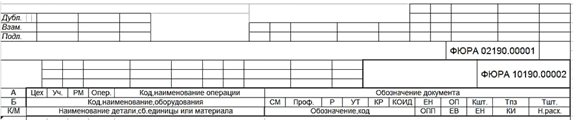
На рис. 2.7 представлена основная надпись маршрутной карты, со-держащая строки со служебными символами.
30
Рис. 2.7. Основная надпись второго листа маршрутной карты
В табл. 2.6 даны расшифровки обозначений граф, принадлежащих строкам с соответствующими служебными символами.
Таблица 2.6
31
32
Окончание табл. 2.6
При применении форм МК для разработки технологических про-цессов при производстве опытного образца (опытной партии) допуска-ется выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установов непосредственно на поле до-кумента, взамен карты эскизов (КЭ). В этом случае всем строкам, заня-тым графическим изображением, будет присваиваться служебный сим-вол О.
Классификаторы предназначены для обработки и группировкиинформации, имеющей отношение к экономическим задачам. Группи-ровка информации осуществляется на основе систем классификации
33
и кодирования, позволяющих представить технико-экономическую ин-формацию в форме, удобной для ввода и обработки данных с помощью вычислительной техники. Систематизация экономической информации вызывает необходи-мость применения самых разнообразных классификаторов:
· общегосударственных, разрабатываемых в централизованном по-рядке и являющихся едиными для всей страны;
· отраслевых, единых для какой-то отрасли деятельности. · локальных, которые составляются на номенклатуры, характерные для данного предприятия, организации,
Общегосударственные классификаторы (ОК) начали создаваться в стране по постановлению Правительства в 1970-х годах, и в настоящее время их создано около четырех десятков. Условно общегосударственные классификаторы делятся на 4 группы:
1) Классификаторы трудовых и природных ресурсов, например ОК профессий рабочих, должностей служащих и тарифных разрядов (ОК-ПДТР). 2) Классификаторы структуры отраслей (ОК отраслей народного хозяйства − ОКОНХ), органов управления (система обозначений орга-нов государственного управления − СООГУ), административно-территориального деления (система обозначений административно-территориальных объектов − СОАТО), предприятий и организаций (ОКПО), форм собственности (ОКФС). 3) Классификаторы продукции (ОК промышленной и сельскохо-зяйственной продукции − ОКП, ОК строительной продукции).
4) Классификаторы технико-экономических показателей (ОКТЭП), управленческой документации (ОКУД), системы обозначений единиц измерения и др. Коды некоторых профессий сборочно-сварочного производства по классификатору ОКПДТР: 11618 – газорезчик; 11620 – газосварщик; 14854 – нагревальщик (сварщик) металла; 18329 – сварщик арматурных сеток и каркасов; 18333 – сварщик изделий из тугоплавких металлов; 18334 – сварщик на диффузионно-сварочных установках; 18336 – сварщик на лазерных установках; 18338 – сварщик на машинах контактной (прессовой) сварки; 18340 – сварщик на установках ТВЧ; 18342 – сварщик на электронно-лучевых сварочных установках 18344 – сварщик печной сварки труб;
34
18346 – сварщик пластмасс; 18348 – сварщик стеклянных изделий; 18350 – сварщик термитной сварки; 18352 – сварщик швейных изделий на установках ТВЧ; 18353 – сварщик электровакуумных приборов; 18466 – слесарь механосборочных работ; 18891 – строгальщик; 19100 – термист; 11827 – дефектоскопист по газовому и жидкостному контрлю; 11830 – дефектоскопист по магнитному и ультразвуковому кон-тролю; 11833 – дефектоскопист рентгено-гаммаграфирования. В соответствии с ОКПДТР условия труда подразделяются следу-ющим образом:
1 - нормальные; 2 - тяжелые и вредные; 3 - особо тяжелые и особо вредные. Степень механизации труда:
1 - рабочие, выполняющие работу на автоматах, автоматизирован-ных агрегатах, установках, аппаратах;
2 - рабочие, выполняющие работу при помощи машин и механиз-
мов;
3 - рабочие, выполняющие работу вручную при машинах и меха-низмах;
4 - рабочие, выполняющие работу вручную не при машинах и ме-ханизмах;
5 - рабочие, выполняющие работу вручную по наладке и ремонту машин и механизмов.
При маршрутном описании технологического процесса в маршрут-ной карте необходимо строго соблюдать последовательность заполне-ния строк. При этом перед номером заполняемой строки необходимо указать служебный символ, в соответствии с которым и будет произво-диться запись. При описании операции следует соблюдать правила записи инфор-мации об операции. Информация об операции (операциях) указывается в начале доку-мента (после основных надписей) и включает: · указательную информацию по месту выполнения соответствую-щих действий, т. е. обозначение цеха, участка, рабочего места;
· порядковый номер операции;
35
· код операции по Классификатору технологических операций ма-шиностроения и приборостроения (далее − КТО), а также ее наимено-вание.
Запись информации по обозначениям цеха, участка и рабочего ме-ста в документах следует выполнять в соответствии с порядком, уста-новленным на предприятии (в организации), по усмотрению разработ-чика документов. Информация по обозначению рабочих мест характер-на для процессов и операций, выполняемых на конвейере или автомати-ческих линиях, и в связи с этим заполняется по усмотрению разработ-чика документов. Запись кода операции следует выполнять только в случаях, когда информация в документах обрабатывается средствами вычислительной техники.
Запись наименования операции следует выполнять по КТО в пол-ной или краткой форме после кода операции с прописной буквы. При описании содержания операции следует соблюдать правила записи операций и переходов в соответствии с ГОСТ 3.1705.
Устанавливаются следующие формы записи наименования опе-
рации:
· полная; · краткая; · кодовое обозначение по классификатору технологических опе-раций. Полная запись наименования операции совпадает с наименовани-ем вида (способа) сварки в данной операции: · газовая сварка; · газопрессовая сварка; · диффузионная сварка; · диффузионная сварка в активных газах; · диффузионная сварка в вакууме; · диффузионная сварка в инертных газах; · дуговая сварка; · дуговая сварка в азоте неплавящимся электродом без присадоч-ного металла;
· дуговая сварка в азоте неплавящимся электродом с присадочным металлом;
· дуговая сварка в азоте плавящимся электродом; · дуговая сварка в вакууме неплавящимся электродом без приса-дочного металла;
· дуговая сварка в вакууме неплавящимся электродом с присадоч-ным металлом;
36
· дуговая сварка в вакууме плавящимся электродом;
· дуговая сварка в водяном паре;
· дуговая сварка в инертных газах неплавящимся электродом без присадочного металла;
· дуговая сварка в инертных газах неплавящимся электродом с присадочным металлом;
· дуговая сварка в инертных газах плавящимся электродом;
· дуговая сварка в концентрических потоках инертного и активного газов неплавящимся электродом без присадочного металла;
· дуговая сварка в концентрических потоках инертного и активного газов неплавящимся электродом с присадочным металлом;
· дуговая сварка в концентрических потоках инертного и активного газов плавящимся электродом;
· дуговая сварка в смеси инертных и активных газов плавящимся электродом;
· дуговая сварка в углекислом газе неплавящимся электродом без присадочного металла;
· дуговая сварка в углекислом газе неплавящимся электродом с присадочным металлом;
· дуговая сварка в углекислом газе порошковой проволокой;
· дуговая сварка в углекислом газе сплошной проволокой;
· дуговая сварка под флюсом;
· дуговая сварка порошковой проволокой;
· дуговая сварка по флюсу неплавящимся электродом без приса-дочного металла;
· дуговая сварка по флюсу неплавящимся электродом с присадоч-ным металлом;
· дуговая сварка по флюсу плавящимся электродом;
· дуговая сварка покрытыми электродами;
· дуговая сварка пучком покрытых электродов;
· дуговая сварка самозащитной проволокой;
· дугопрессовая сварка;
· индукционная сварка;
· индукционно-прессовая сварка;
· ионно-лучевая сварка;
· контактная сварка;
· контактная рельефная сварка;
· контактная стыковая сварка;
37
· контактная точечная сварка;
· контактная шовная сварка;
· контактная шовно-стыковая сварка;
· литейная сварка;
· магнитно-импульсная сварка;
· печная сварка;
· плазменная сварка;
· сварка взрывом;
· сварка тлеющим разрядом;
· сварка трением;
· световая сварка;
· термитная сварка;
· термитно-прессовая сварка;
· термокомпрессионная сварка;
· ультразвуковая сварка;
· ультразвуковая стыковая сварка;
· ультразвуковая точечная сварка;
· ультразвуковая шовная сварка;
· холодная сварка;
· холодная стыковая сварка;
· холодная точечная сварка;
· холодная шовная сварка;
· шлакопрессовая сварка;
· электронно-лучевая сварка;
· электрошлаковая сварка.
Краткой записью наименования операции является слово «Сварка». Полную запись наименования операции следует применять
в маршрутной карте при маршрутном описании технологического про-цесса, если входящие в операцию переходы не отличаются видом (спо-собом) сварки.
Краткую запись наименования операции следует применять в до-кументах любого вида, если входящие в операцию переходы отличают-ся видом (способом) сварки.
При необходимости в наименование операции включают указания о выполнении сварки прихватками, степени механизации сварки и дру-гие дополнительные сведения (например, «ручная дуговая сварка при-хватками», «автоматическая аргонодуговая сварка плавящимся электро-дом»).
38
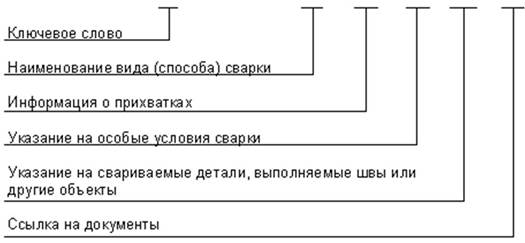
Запись содержания операции (перехода) должна включать:
· ключевое слово («Сварить», «Прихватить», «Приварить», «Под-варить», «Заварить» или «Выполнить»);
· наименование вида (способа) сварки, если в документе примене-на краткая запись наименования операции или соответствующее ей ко-довое обозначение;
· информацию о прихватках, содержащую данные об их размерах, количестве и (или) расположении (только для переходов с ключевым словом «Прихватить»), если она отсутствует на эскизе или не указана
в соответствующих графах документа;
· указание на свариваемые детали, выполняемые швы или другие объекты. При необходимости в запись содержания операции (перехода) включают:
· особые условия сварки (положение сварки, последовательность ее выполнения и др.);
· ссылку на документы, содержащие информацию, которая допол-няет или разъясняет текстовую запись (эскиз, чертеж и др.). При записи информации о прихватках следует применять вспомога-тельные знаки и обозначения данных по ГОСТ 2.312 и стандартам на ос-новные типы, конструктивные элементы и размеры сварных соединений.
Запись содержания операции следует выполнять, как указано на рис. 2.8.
Рис. 2.8. Схема записи информации об операции
Например:
Сварить детали ___. Сварить дуговой сваркой в углекислом газе порошковой проволо-кой в положении «в лодочку» детали _______ согласно эскизу.
39
Сварить образцы-свидетели. Сварить дуговой сваркой в инертных газах плавящимся электродом детали ___. Прихватить детали согласно эскизу.
Прихватить 50±5/200±10 детали _____. Прихватить 5 Прихватить контактной точечной сваркой 5
Прихватить контактной точечной сваркой = 5 в трех равноуда-
ленных местах детали ___.
Прихватить дуговой сваркой в углекислом газе порошковой прово- локой швами
Прихватить швами 8, длиной 30±5 в четырех диаметрально
противоположных местах детали _____. Приварить технологические пластины. Подварить корень шва. Заварить технологическое отверстие. Выполнить замыкающий шов. Выполнить одновременно швы ______. Линейка «_____» в примерах показана условно для определения
места указания обозначений или номеров позиций деталей и сборочных единиц или номеров сварных швов по конструкторскому документу или эскизу.
В записи операции допускается применять сокращения отдельных слов и словосочетаний, если при этом исключается возможность раз-личного понимания (табл. 2.7).
Таблица 2.7
Допускаемые сокращения слов и словосочетаний
Слово (словосочетание) Сокращение
В наименованиях операций и видов (способов) сварки
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 370; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.220.253.4 (0.387 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 /25±2 детали _____.
/25±2 детали _____. /25±2 детали ____.
/25±2 детали ____.

 6
6  , 30±5/150±10 детали _____.
, 30±5/150±10 детали _____.








