Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Работа № 1 6 . Электрохимическое полирование металлов
Цель работы – изучение процесса электролиза, основных правил разряда ионов на электродах и количественных закономерностей при протекании электродных процессов. Знакомство с практикой электрохимических измерений. Практическое применение электролиза для электрохимического полирования металлов, исследование механизма этого процесса и определение параметров оптимального режима электрополирования, обеспечивающего наилучшее качество поверхности. Теоретическое введение Электролиз с растворимым анодом широко применяется для различных технологических целей, например для очистки металлов от примесей, электрофрезерования или для обработки поверхности металлов. В последнем случае в результате анодного растворения металлов при определенных значениях плотности тока и напряжения в электролизере, а также при применении электролитов определенного состава происходит выравнивание поверхности металла анода вплоть до зеркального блеска. В результате этого процесса не только улучшается качество обработки поверхности самого металла, но и, если оно имеется, покрытия на металле, за счет удаления внешнего неравномерного слоя покрытия или дефектов на металле, возникших при его механической обработке. После электрополирования благодаря большей однородности поверхности увеличивается коррозионная стойкость металлов. При анодном растворении начиная с некоторых значений потенциалов электрода скорость растворения металла, т.е. количество ионов, переходящих в раствор в единицу времени, становится больше скорости отвода ионов. В результате в прианодном слое концентрация ионов металлов возрастает и образуется слой электролита с повышенной вязкостью, что приводит к уменьшению скорости движения ионов и к снижению общей величины тока. Однако толщина этого вязкого слоя не везде одинакова вследствие шероховатости поверхности металла, поэтому на ее выступах, где толщина слоя меньше, скорость растворения будет больше, что и приводит к выравниванию поверхности изделия. При дальнейшем повышении потенциала начинается процесс электролиза воды с интенсивным выделением на аноде кислорода, пузырьки которого срывают вязкий слой. Вследствие этого величина тока возрастает, а качество электрополирования снижается.
Факт образования вязкого слоя, а следовательно и возможности полирования, можно установить по вольт-амперной характеристике электролизера – зависимости Существование вязкого слоя, обеспечивающее эффект полирования, зависит не только от режима, например, от напряжения на клеммах электролитической ванны, но и от состава электролита. Как правило, для увеличения вязкости применяют очень концентрированные кислоты. Поэтому при работе с ними необходимо проявлять крайнюю осторожность. Ниже приводятся составы электролитов, применяемых для электрополирования наиболее распространенных металлов и сплавов: ● алюминий и его сплавы: фосфорная кислота H3PO4 – 60%; серная кислота H2SO4 – 40%.; ● медь и ее сплавы: фосфорная кислота –75%, хромовый ангидрид Cr2O3 – 7,5%; ● никель и его сплавы: серная кислота – 70%; ● углеродистые и малолегированные стали: фосфорная кислота –75%, хромовый ангидрид – 5%; ● нержавеющие стали: фосфорная кислота – 43%, серная кислота –1,5%. При электрополировании в ряде случаев не удается добиться зеркальной поверхности по следующим причинам: 1) из-за образования питтингов (мест точечной коррозии) вследствие длительной задержки пузырьков кислорода на поверхности металла; 2) из-за образования непрозрачных и окрашенных плёнок, состоящих из оксидов или солей, вследствие неправильного режима электрополирования или неоптимального состава электролита; 3) из-за плохой предварительной механической обработки металла, оставляющей глубокие царапины на его поверхности; 4) из-за присутствия в электролите взвешенных частиц, которые дают направленное движение пузырькам кислорода, вследствие чего на поверхности металла образуются полосы.
Оборудование 1. Выпрямитель переменного тока ВС-24. 2. Электролизер со свинцовыми катодами и раствором электролита (70% Н2S04). 3. Миллиамперметр. 4. Милливольтметр. 5. Пластинки металла (Ni) для полирования (аноды). Последовательность выполнения работы
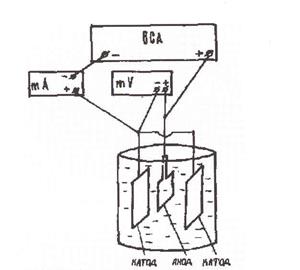
1. Собрать или проверить собранную схему установки для полирования (см. рис. 6.5). Электролизер и миллиамперметр, соблюдая полярность (анод А «+»; катод К «–»), следует подсоединить последовательно к выпрямителю. Милливольтметр подсоединяется к электролизеру параллельно. 2. Измерить с помощью линейки площадь поверхности никелевой пластинки с обеих сторон (см2) и зачистить пластинку наждачной бумагой. 3. Присоединить пластинку к аноду и погрузить в электролизер с электролитом. 4. Снять вольт-амперную характеристику анода, для этого поставить регулятор тока выпрямителя в крайнее левое положение и включить прибор. Плавно поворачивая регулятор тока вправо, установить необходимое значение напряжения (см. табл.) и записать сразу показания миллиамперметра, не дожидаясь постоянного значения тока, при этом рассчитать цену каждого деления шкалы обоих измерительных приборов. Проводить электрополирование при 7-8 значениях величины тока. Следить за тем, чтобы напряжение на электролизере не превышало 4 В, иначе в результате окисления воды на аноде будет выделяться кислород, который вместе с водородом, выделяющимся на катоде, может образовать гремучий газ.
Рис. 6.5. Установка для электрополирования
5. Рассчитать плотности тока (А/см2) и на миллиметровой бумаге построить зависимость плотности тока (ось ординат) от напряжения (ось абсцисс). 6. Представить график преподавателю для получения трех режимов полирования. 7. Для полирования использовать три никелевые пластинки. Зачистить их поверхность до одинакового состояния и отполировать каждую в течение трех минут в указанных режимах, следя за величиной напряжения. 8. Осторожно (кислота концентрированная!) извлечь образцы из зажима крышки электролизера, смыть остатки кислоты под слабой струей воды из водопроводного крана и промокнуть пластинки фильтровальной бумагой. 9. Визуально определить типы дефектов на поверхности металла и по состоянию лучшего образца определить оптимальный режим полирования, записать наблюдения в тетрадь. 10. Составить уравнения электрохимических процессов, протекающих на аноде и катоде электролизера. КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАЧИ 1. Объясните «ход» вольт-амперной кривой. 2. Объясните механизм электрохимического полирования. 3. Какие дефекты могут возникнуть при электрополировании и в чем причина их возникновения? 4. Какие процессы протекают на аноде и катоде при полировании алюминия, меди, никеля и железа в кислых растворах?
|
|||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-10; просмотров: 235; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.144.170 (0.012 с.) |
 . Наличие вязкого слоя, а также границы его существования определяются «провалом» на вольт-амперной кривой.
. Наличие вязкого слоя, а также границы его существования определяются «провалом» на вольт-амперной кривой.