Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основные операции техпроцессса приготовления смесей.
Технологический процесс приготовления формовочных и стержневых смесей состоит из следующих операций: 1) подготовки свежих материалов и добавок, 2) обработки отработанной смеси, 3) смешивания подготовленных материалов, 4) вылеживания смеси и ее разрыхления перед выдачей на формовку. Подготовка свежих материалов заключается в сушке и просеивании кварцевых песков, сушке и дроблении глины. Для сушки песков применяют специальное оборудование: барабанные горизонтальные печи, установки для сушки песка в потоке воздуха в процессе его транспортировки.
Горизонтальные барабанные сушила (рис. 45) Через воронку 1 песок или глину засыпают в стальной барабан 2, вращающийся на роликах 3; горячие газы поступают из топки 4 и высушивают глину или песок. Газы выбрасываются дымососом 5 в атмосферу, а песок охлаждается в установке 6. Производительность сушил этого типа от 0,6 до 9,2 т/ч. Установки для сушки песка в потоке гон чего газа (рис. 46). Горячие газы из топки 1 направляются в сушильную трубу 5, куда через воронку 3 шнеком 4 подается песок. Песок увлекается потоком газа, нагревается им и уже сухим попадает в поточный сепаратор 6, откуда по желобу 7 высыпается наружу. Пылевидные частицы песка, зола топлива уносятся газом в циклон 8, на дне которого оседают и затем периодически выгружаются. Охлажденный газ удаляет в атмосферу через фильтр 10. Производительность этих установок на 1 м3 объема в 3 раза выше, чем горизонтальных барабанных печей.
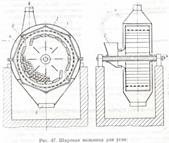
На практике так применяют установки для сушки песка в кипящем слое. Производительно этих установок с 1м2 площади решетки доходит до 25 т/ч при габаритных размерах установки, меньших, чем у горизонтальных барабаных сушил. Высушенный песок просеивают через специальные вращающиеся сита барабанного типа или вибрационные сита; вибрационные сита более производительны. Высушенная глина подвергается дроблению, помолу и просеиванию. Глину дробят в специальных размалывающих бегунах, щековых дробилках. Тонкое измельчение глины, а также таких добавок, как угoль производят в шаровых мельницах (рис. 47). Внутрь барабана мельницы вместе со стальными шарами загружают размалываемый материал. При вращении барабана стальные шары дробят материал, который просыпается через решетчатые стенки барабана и попадает в бункер, откуда периодически выгружается.
Глину можно вводить в смесь в виде водной суспензии. Для этого ее предварительно доводят в специальном баке до состояния пасты, затем загружают в мешалку, добавляют воду из расчета получения 30—50% (в пересчете на сухую глину) водной суспензии. Полученную суспензию вводят в формовочную смесь при ее приготовлении вместо порошка глины.
Предварительная обработка отработанной смеси. Формовочная смесь, выбитая из опок после охлаждения отливки, подвергается частично регенерации (восстановлению технологических свойств) и повторно используется для изготовления форм. Эта смесь называется также оборотной. Частичная регенерация отработанной формовочной смеси заключается в том, что вся отработанная смесь поступает на магнитный сепаратор, где удаляются брызги металла, крючки и другие металлические частицы. В современных смесеприготовительных системах применяют магнитные сепараторы в виде шкива, установленного на конце ленточного конвейера, по которому выбитая из опок смесь поступает на переработку (рис. 48). Внутри шкива смонтирован электромагнит. Лента 1 с формовочной смесью 2 огибает шкив 4. Немагнитные частицы формовочной смеси соскальзывают с ленты, а магнитные частицы 3 (щ стывшие капли металла, крючки) продолжают двигаться вместе с лентой до тех пор, пока не прекратится действие магнитном шкива, а затем падают в специальную емкость 5. Если форму перед заливкой высушивали, то перед магнитной сепарацией отработанную смесь пропускают через вальцы, чтобы размять образовавшиеся комья. После магнитной сепарации смесь просеивают через сито и передают в смесители. Подготовка специальных добавок. Каменный уголь и пеки вводят в формовочные смеси в молотом виде, после просеивания через сито. Пылевидный кварц и органические связующие не требуют предварительной подготовки. Сульфитная барда, если она поставляется в твердом виде должна быть предварительно растворена в воде до плотности 1.27—1,3 г/см3; жидкая сульфитная барда не требует подготовки перед введением ее в формовочную смесь.
|
|||||
|
|
Последнее изменение этой страницы: 2017-01-27; просмотров: 712; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.214.155 (0.005 с.) |