Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчёт параметров режимов ручной дуговой сваркиСодержание книги
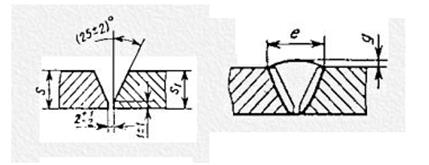
Поиск на нашем сайте Исходные данные: - основной металл – сталь 09Г2С ГОСТ 19281-89; - толщина металла – 16 мм; - марка сварочных электродов – УОНИ 13/55; - тип соединения – стыковое; - тип шва – кольцевой; - тип шва по количеству проходов – многопроходный; - тип сварного соединения – С17 ГОСТ 5264-80. Оно представлено на рисунке 5.
Рисунок 5 – Конструктивные элементы подготовленных кромок свариваемых деталей и шва сварных соединений типа С17 ГОСТ 5264-80
Согласно ГОСТ 5264-80, кромки деталей и сварной шов имеют следующие конструктивные параметры: толщины S = S1 = 16 мм; e = 22 ± 3 мм; g = 1) Диаметр электрода принимается в зависимости от толщины листа согласно таблице 6. Таблица 6 – Зависимость диаметра электрода от толщины свариваемого металла при ручной дуговой сварке
Принимаем диаметр электрода 2) Сила сварочного тока
где К – коэффициент, равный 25-60 А/мм. Его значение принимается в зависимости от диаметра электрода по таблице 7. Таблица 7 – Зависимость коэффициента К от диаметра электрода
Принимаем К = 48…50 А/мм. Тогда
Принимаем 3) Длина сварочной дуги
4) Напряжение дуги 5) Скорость сварки
где Коэффициент наплавки Таблица 8 – Значение коэффициента наплавки
Принимаем коэффициент наплавки Площадь наплавленного металла за данный проход определяется так:
Тогда скорость сварки:
6) Определение числа проходов n. Оно определяется по формуле:
где
где
Сварка выполняется за 4 прохода. 7) Определение ширины шва b. Она при данной разделке кромок:
8) Основное машинное время
Так как проходов 4, то окончательное основное машинное время 248 мин. 9) Расчёт количества электродов. Оно определяется как:
Так как проходов 2, то общая потребная масса электродов составляет 16,8…19,2 кг.
|
||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 3146; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.006 с.) |

 мм.
мм. = 5,0 мм.
= 5,0 мм. . Она рассчитывается по формуле:
. Она рассчитывается по формуле: , (3)
, (3) А.
А. . Она определяется по формуле:
. Она определяется по формуле: ; (4)
; (4) мм.
мм. . При ручной дуговой сварке оно изменяется в сравнительно узких пределах т для электродов марки УОНИ 13/55 составляет 22-26 В. Принимаем
. При ручной дуговой сварке оно изменяется в сравнительно узких пределах т для электродов марки УОНИ 13/55 составляет 22-26 В. Принимаем  . При ручной дуговой сварке она, см/с, определяется по формуле:
. При ручной дуговой сварке она, см/с, определяется по формуле: , (5)
, (5) - коэффициент наплавки, г/А*ч;
- коэффициент наплавки, г/А*ч;  - удельный вес наплавленного металла, 7,8 г/см
- удельный вес наплавленного металла, 7,8 г/см  ;
;  - площадь наплавленного металла за данный проход, см
- площадь наплавленного металла за данный проход, см  .
. ; (6)
; (6) мм
мм  см/с.
см/с. , (7)
, (7) - общая площадь наплавленного металла, рассчитываемая для данной разделки кромок следующим образом:
- общая площадь наплавленного металла, рассчитываемая для данной разделки кромок следующим образом: , (8)
, (8) - угол скоса кромок; с – величина выпуклости шва, мм; а – величина зазора в стыке, мм; f – глубина разделки, мм. Тогда
- угол скоса кромок; с – величина выпуклости шва, мм; а – величина зазора в стыке, мм; f – глубина разделки, мм. Тогда мм
мм  .
. , (9)
, (9) мм.
мм. при ручной дуговой сварке определяется по формуле:
при ручной дуговой сварке определяется по формуле: ; (10)
; (10) с = 62 мин.
с = 62 мин. ; (11)
; (11) г = 4,2…4,7 кг.
г = 4,2…4,7 кг.