Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Получение заготовок методами порошковой металлургииСодержание книги
Поиск на нашем сайте
Применение конструкционных порошковых материалов Производство заготовок методами порошковой металлургии включает получение и подготовку порошков исходных материалов (металлов, сплавов), прессование изделий необходимой формы в специальных пресс-формах, ТО (спекание) спрессованных изделий, обеспечивающую ими окончательные свойства. Иногда применяют совмещение операций прессования и спекания, пропитку пористого брикета расплавленным металлом, допрессовку или калибровку или калибровку спеченных полуфабрикатов. В зависимости от условий эксплуатаций конструкционные порошковые материалы (КПМ) подразделяют на 2 группы: 1) Материалы, заменяющие обычные углеродистые и легированные стали, чугуны и цветные металлы. 2) Материалы со специальными свойствами: - износостойкие; - инструментальные; - жаропрочные; - коррозионно-стойкие и др. По степени нагруженности порошковые материалы подразделяют на 4 группы: 1) Малонагруженные 2) Умеренно-нагруженные 3) Средненагруженные 4) Тяжело-нагруженные (Руденко, Харламов, Плескач - Проектирование заготовок в машиностроении, таблица 7.1). Для получения высоких прочностных характеристик КПМ используют более сложные технологические процессы, включающие двойное или тройное прессование, калибровку, горячее прессование, горячую объемную штамповку и т.д. Физико-механические свойства наиболее распространенных углеродистых порошковых сталей различных подгрупп плотности (Руденко, Харламов, Плескач - Проектирование заготовок в машиностроении, стр.176). СП10-1, СП10-2, СП10-3, СП10-4, СП30-1, СП30-2, СП30-3, СП30-4, СП70-1, СП70-2, СП70-3, СП70-4, СП90-1, СП90-2, СП90-3, СП90-4 и т.д (СП – сталь порошковая, первое число – углерод в сотых процентах, цифра после тире – подгруппа плотности).
Преимущества производства заготовок методами порошковой металлургии
1) Возможность применения материалов с разнообразными свойствами: тугоплавких, псевдосплавов (медь – вольфрам, железо – графит), пористых материалов (фильтры, самосмазывающиеся подшипники); 2) Малоотходность производства (отходы не превышают 1-5%); 3) Исключение загрязнения перерабатываемых порошковых материалов; 4) Легкость автоматизации технологических процессов; 5) Не требуются рабочие высокой квалификации
Недостатки методов порошковой металлургии
1) Ограниченность размеров и относительная простота формы получаемых изделий; 2) Остаточная пористость заготовок, которая в некоторых случаях не позволяет получить такие же физико-механические свойства, как у отливок и поковок;
Типовыми деталями, изготавливаемых из порошковых заготовок, являются шестерни, кулачки, звездочки, накладки, шайбы, заглушки, втулки, гайки, храповики, фланцы и др.
Выбор заготовок, намечаемых для изготовления из КПМ, проводят в 2 этапа: 1) Отбор деталей, заготовки которых можно изготавливать методом порошковой металлургии; 2) Оценка технологичности их конструкции с точки зрения требований порошковой металлургии; 3) Определение возможной схемы технологического процесса; 4) Анализ технико-экономических показателей производства заготовок и определение экономической целесообразности их изготовления из порошков.
Проектирование заготовок из порошковых материалов Сложность изготовления пресс-форм, их стойкость и стоимость являются определяющими факторами целесообразности изготовления заготовок методами порошковой металлургии.
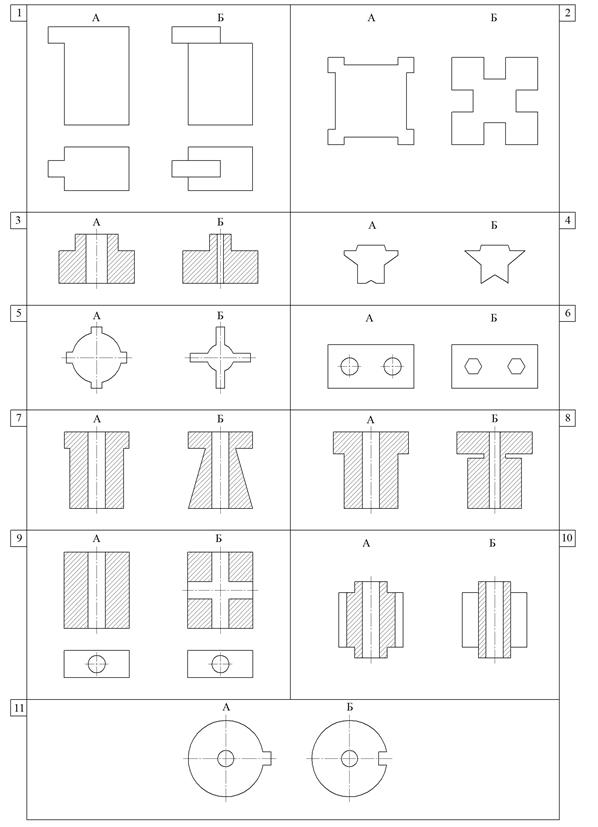
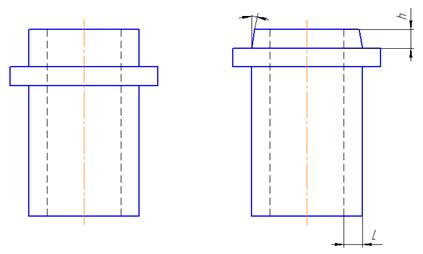
А – технологично, Б – нетехнологично
Примеры конструкций порошковых заготовок
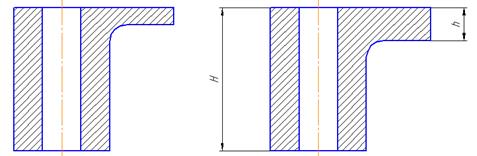
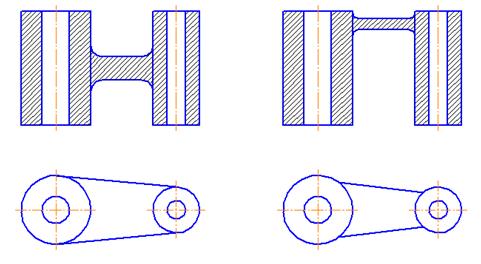
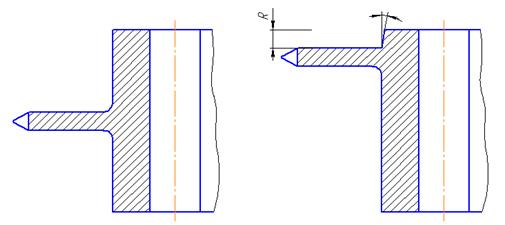
h≥H/10≥2…3 мм;
h≤1,2L Обеспечение технологичности порошковых заготовок с выступающими частями и выемками: слева – нетехнологичные варианты; справа – технологичные варианты конструкции заготовки.
|
|||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 246; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.73 (0.006 с.) |