Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Інактиватор шнековий (пропарювально-зволожувальний шнек)Содержание книги
Поиск на нашем сайте
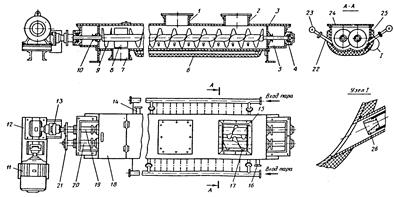
Інактиватор шнековий використовується для вологотеплової обробки м’ятки для забезпечення перерозподілу олії за формами зв’язку з матеріалом для збільшення кількості вільної олії, що збільшує вихід олії на наступній стадії пресування підготовленого таким чином матеріалу. Сама операція вологотеплової обробки включає два етапи: зволоження крапельною вологою або водяною парою та наступне висушування матеріалу до заданої вологості і температури при інтенсивному перемішуванні. Підігрівають м’ятку до температури 80...85 оС та зволожують до 8...9 % (перший етап волого-теплової обробки). Шнековий інактиватор являє собою зварений жолоб із парою шнеків з протилежною завивкою, що синхронно обертаються (рис. 3.6.).
Рис 3.6. Шнековий інактиватор з двома шнеками: 1 – патрубок для видалення надлишків пару; 2 – патрубок для подачи вихідної м’ятки; 3 – кришка; 4 – підшипник; 5, 10 – сальникові ущільнення; 6 – парова труба; 7 – патрубок виходу обробленої мятки; 8 – розвантажувальні крильчатки; 9 – шнек із зворотною завивкою; 11 – електродвигун; 12 – редуктор; 13 – муфта; 14 – патрубок для відводу конденсату; 15, 17 – спарені шнеки з протилежною завивкою; 16 – патрубок для підведення пару; 18 – кришка; 19,20 – вали шнеків; 21 – пара шестерень; 22 – форсунки для подачи пару; 23 – колектор для розводу пара по форсункам; 24 – верхня кришка інактиватора; 25 – корпус; 26 – сопло.
Спарені шнеки краще транспортують м’ятку, яка має властивість налипати на робочі органи. Інактиватори можуть мати і простішу конструкцію – тобто один звичайний шнек, рис. 3.7.
М’ятка на усьому шляху руху обробляється гострою парою через форсунки. Надлишок пару видаляється через патрубок на кришці. Після інактивації продукт подається в жаровні форпресових агрегатів. До інактиватора підводяться пар та конденсат таким чином, що може подаватися окремо або разом. Подача пари можлива через отвори в трубах (сопла форсунок) або через щілину.
Рис. 3.7. Пропарювально - зволожувальний шнек одновальний з подачею пара та конденсату через щілину,. Чанна жаровня Ж-68
Є найбільш розповсюдженим апаратом для виконання другого етапу вологотеплової обробки – прожарювання м’ятки. Основним елементом жаровні є чани. Вони бувають чавунні ливарні або сталеві зварені. Жаровня (рис. 3.8.) складається з 6 чанів, розміщених один над одним. Чани нагріваються парою, яка подається по паропровідній системі труб. Конденсат з парових сорочок відводять в конденсаційні горщики. На бічних стінках кожного чана мають місце монтажні люки, які закриваються дверцятами, а також аспірацій ні вікна. В нижньому чані є два симетричних вікна для виведення м’язги у маслопреси.
Рис. 3.8. Будова жаровні Ж-68: 1 – дно; 2 – обейчатка; 3 – парова сорочка; 4 – анкерні зв’язки для жорсткості конструкції; 5 – вал; 6 – мішалка; 7 – подача пари.
Перемішування м’язги в чанах здійснюється горизонтально розташованими ножами, які закріплені на вертикальному валу. Вал проходить по осі апарата через всі чани, і приводиться в обертання за допомогою електродвигуна через редуктор, розташований над верхнім чаном. Перемішувана ножами м’язга перепускається з верхніх чанів у нижні через отвори, які закриваються перепускними клапанами, і за допомогою яких регулюється товщина шару м’язги у чанах. Гази, які утворюються під час прожарювання м’язги, відводяться через аспіраційні вікна в кожному із чанів в загальну витяжну трубу, яка виведена через кришу будівлі вище конька на 1,5 метра. Тяга в аспіраційній системі природна. Пар подається в м’ятку через лопаті ножів мішалки. Підшипники вала являють собою чавунні стакани із бронзовими втулками, всередині яких виготовлені канали для введення консистентної змазки.
Волого-теплова обробка м’ятки сприяє процесу переходу олії з хімічно зв’язаного стану у вільний. В результаті такого перетворення стає можливим більш повне вилучення олії. На наступному етапі проводять вилучення олії пресуванням на пресах з утворенням олії та макухи, з залишковим вмістом олії до 7 % і навіть до 4,5...4 %;
Прес ЕТП-20
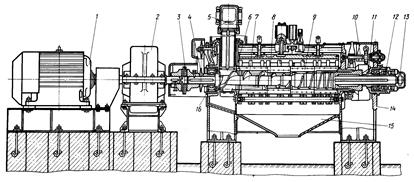
Нині широко застосовують безперервний спосіб вилучення олії на шнекових пресах. Розрізняють шнекові преси для попереднього пресування олії (форпреси) та для кінцевого вилучення олії (експеллери). Головною різницею в конструкції основного органу цих двох пресів є конструкція шнекового вала. Для форпресів характерно інтенсивне зменшення кроку витків та їх діаметру від початку до кінця вала. А для експеллерів крок та діаметр витків змінюється в значно меншому ступіні. Сучасним пресам характерно застосування на одному валу преса набору з двох типів витків. Це дає змогу застосовувати один прес і значно скоротити процес вилучення олії. При пресуванні олії двома пресами технологія значно ускладнюється за рахунок необхідності додаткової обробки жмиху, який виходить після форпресу: подрібнення, просіювання, відокремлювання металодомішок, послідовна обробка в ін активаторі та жаровні і тільки після цього – експелер. Прес ЕТП-20 призначається для відтискання олії із м’ятки по схемі однократного пресування (рис. 3.9.).
Рис. 3.9. Прес ЕТП-20 1 – електродвигун; 2 – редуктор; 3 - муфта; 4 – приводна зірочка живильника; 5 - живильник; 6 – шнекові витки; 8 – перехідні кільця; 9 – зеєрний циліндр; 10 – механізм регулювання товщини жмиху; 14 – станина; 15 – масло збиральний пристрій; 16 – підшипники;
Принцип роботи пресу полягає в тому, що при обертанні шнекового вала, розміщеного в зеєрному барабані, пресує мий матеріал підвергається стисканню. В матеріалі, що пресується, виникає тиск, який відтискає олію від мезги. Олія проходить через зазори в зеєрному барабані та збирається в піддоні. Регулювальний пристрій 10 конусного типу забезпечує регулювання тиску в робочій камері пресу, що необхідно в період пуску преса і виходу його на робочий температурний режим. На холодному пресі зазор збільшують шляхом відсування конусу на максимальну відстань. Відтиснутий матеріал (жом) виходить через щілину (зазор) між зеєрним барабаном та шнековим гвинтом. Регулятор живлення забезпечує рівномірну подачу матеріалу в робочу камеру преса, а також необхідну щільність матеріалу на приймальному витку шнекового вала, що дозволяє підтримувати номінальну продуктивність і залишковий вміст олії в жомі. Він являє собою вертикальний одновитковий шнек, розміщений безпосередньо над приймальним витком шнекового вала. Привод шнеку здійснюється від електродвигуна з редуктором.
|
||||
|
|
Последнее изменение этой страницы: 2016-06-24; просмотров: 538; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.31.64 (0.008 с.) |