
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды движения предметов труда в производственном
Процессе Рациональная организация производственного процесса во времени предполагает соблюдение непрерывности движения предметов труда в процессе изготовления продукции. Это позволяет увеличить выпуск продукции в единицу времени без дополнительных затрат. Перерывы в движении предмета труда обусловливаются в основном организационными факторами. Следует различать следующие виды перерывов, вызываемых разными причинами: -перерывы, обусловленные режимом работы предприятия, зависящие от сменности работы предприятия, длительности перерывов между сменами, количества нерабочих дней в неделю; -перерывы, вызываемые загруженностью отдельных видов оборудования, вследствие чего предметы труда пролеживают в ожидании обработки. Величина этих перерывов зависит не только от количества оборудования, но и от организации производственного процесса и оперативно-производственного планирования; -перерывы, обусловленные неудовлетворительной организацией производства на предприятии, в том числе плохой организацией рабочих мест и их обслуживания; -перерывы, вызываемые случайными обстоятельствами, в том числе авариями, браком продукции. В процессе обработки единицы или партии сырья и материалов перемещаются от одного рабочего места к другому. Организация производства во времени предусматривает создание такого вида движения, при котором до минимума сокращаются межоперационные запасы сырья и полуфабрикатов, исключаются простои оборудования и рабочих, достигается максимальное совмещение времени выполнения операций. Различают три вида движения предметов труда в процессе производства: последовательный, параллельный и параллельно-последовательный. Рассмотрим их на конкретном примере. Задача Определить графически и аналитически Тц при трех видах движения предметов труда, исходя из следующих данных: М=1000кг - количество продукции (изделий), подлежащее обработке; Р=250 кг - количество продукции (изделий) в партии; т=5 - количество операций в процессе;
t2 = 1 мин t3 = 3 мин длительности производственных операций t4 = 1 мин t5 = 2 мин Принимаем масштаб 1 мин = 1 клеточка. Определим количество транспортных партий (Кр )
Последовательный вид движения предметов труда характеризуется тем, что обработка изделий ведется партиями. На каждой операции производственного процесса вся партия предметов труда обрабатывается полностью, только после окончания обработки передается на следующую операцию. График последовательного вида движения предметов труда приведен на рис.7. Для удобства построения графика принимаем р =250кг= 1.
Рисунок 7 - График последовательного видадвижения предметов труда Тцпосл = nt1 + nt2 + nt3 +nt4 + nt5 = n å ti При последовательном виде движения изделие находится на каждом рабочем месте дольше, чем это необходимо для его непосредственной обработки. В связи с этим увеличивается и общая продолжительность обработки партии изделий. Параллельный вид движения предметов труда характеризуется тем, что предметы труда передаются с предыдущей операции на последующую поштучно сразу после окончания их обработки. Каждое последующее изделие начинает обработку спустя некоторое время перерыва. Величина перерывов (в мин), повторяющихся в работе с каждой единицей предмета труда на всех операциях, кроме главной, определяется: tпер = tгл – ti, где tгл = tmax. График параллельного вида движения предметов труда, построенный по тем же данным, что и график последовательного вида движения, приведен на рис.8. Тцпар = рt1 + рt2 + рt3 +рt4 + рt5 + (n - р)tгл = р При параллельном виде движения предметов труда значительно сокращается длительность обработки партии изделий. Однако неравенство времени обработки по операциям приводит к перерывам в работе машин на операциях менее продолжительных, чем главная.
5 10 15 20
Рисунок 8 - График параллельного вида движения предметов труда.
tпер1 = 3-2 = 1 мин tпер2 = 3-1 = 2 мин tпер3 = 3-3 = 0 мин tпер4 = 3-1 = 2 мин tпер5 = 3-2 = 1 мин Параллельно-последовательный вид движения предметов труда характеризуется тем, что он соединяет в себе особенности как параллельного, так и последовательного вида движения. При данном виде движения предметов труда происходит частичное совмещение во времени обработки продукции на смежных операциях. Различают два вида совмещения: 1) Когда ti < ti+1.
Например Кр = 3, t1 = 1 мин, t2 = 2 мин
2) Когда ti > ti+1, t1 = 2 мин, t2 = 1мин.
Вернемся к задаче. График параллельно-последовательного вида движения предметов труда представлен на рис.9.
Рисунок 9. График параллельно-последовательного вида движения предметов труда
Когда ti > ti+1 - непрерывность на операции i+1 может быть достигнута лишь при накоплении перед ее началом минимально необходимого задела, а значит, операция i+1 может быть начата в более поздний момент. Тцп-п = Тцпосл – ti Время совмещения ti: 1) всегда меньше на 1, чем число операций (ti = m - 1); 2) из двух смежных операций время ti выражается только через короткую операцию: t 1 = nt2 – pt2 = (n – p)t2 t 2 = (n – p)t2 t 3 = (n – p)t4 t 4 = (n – p)t4 Тцп-п = Тцпосл – (n – р)(2t2 + 2t4) = Тцпосл – (n – р) åtкор
При последовательно-параллельном движении продолжительность обработки партии продукции меньше чем при последовательном и больше чем при параллельном (или такая же). Подготовка к его внедрению требует тщательных предварительных расчетов и четкого оперативного планирования производства. На предприятиях пищевой отрасли используются в основном параллельный и параллельно-последовательный виды движения предметов труда в производстве. Параллельно-последовательный вид движения предметов труда применяется в тех производствах, где отсутствует единый ритм работы на операциях производственного процесса, в частности в макаронном производстве при использовании прессов периодического действия. В этом случае происходит накапливание полуфабриката, разложенного в кассеты перед загрузкой в сушильный аппарат, и готовой продукции перед укладкой ее в тару. При этом для организации непрерывной работы важно рассчитывать время начала последующих операций после начала предыдущих и величину оборотного задела. Такие же расчеты проводятся в шоколадном производстве, где применяются шоколадоотделочные машины периодического действия. Параллельно-последовательный вид движения предметов труда широко используется в пивоваренной и винодельческой промышленности, где оборудование периодического действия работает в сочетании с оборудованием непрерывного действия.
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 803; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.249.105 (0.007 с.) |
 t1 = 2 мин
t1 = 2 мин Кр =1000 / 250 = 4
Кр =1000 / 250 = 4
 ti + (n – р)tгл
ti + (n – р)tгл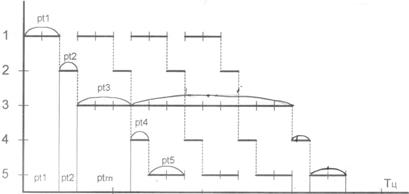

 - время совмещения.
- время совмещения.

 tкор
tкор


