
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Термореактивные пластмассы (реактопласты).
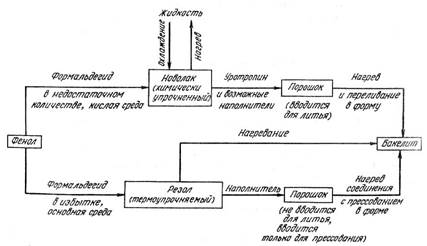
Основу всякого реактопласта составляет химически затвердевающая термореактивная смола - связующее вещество. Кроме того, в состав реактопластов входят наполнители, пластификаторы, отвердители, ускорители или замедлители и растворители. Наполнителями могут быть порошковые, волокнистые и гибкие листовые материалы. В качестве порошковых наполнителей используют молотый кварц, тальк, графит, древесную муку, целлюлозу. К пластмассам с порошковыми наполнителями относятся: фенопласты (ГОСТ 5689-79) и аминопласты (ГОСТ 9359-80). Из них изготавливают несиловые конструкционные и электроизоляционные детали (рукоятки, детали приборов, кнопки и г. д.), различные вытяжные и формовочные штампы, корпуса сборочных и контрольных приспособлений, литейные модели и другую оснастку. Фенопласты (бакелиты, феноло-формальдегидные смолы) изготавливаются в соответствии со схемой, приведенной на рис. 7.
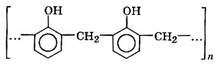
Фенопласты являются термоупрочняемыми пластмасами. Неупрочннные смолы получают при поликонденсации фенола с формальдегидом. Существует два основных типа фенолоформальдегидных смол: новолаки и резолы. Неотвержденная новолаковая смола имеет структуру типа:
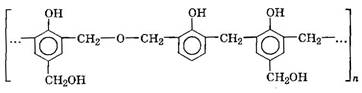
а неотвержденная резоловая смола – типа:
Для получения пластмассы с хорошими потребительскими свойствами в новолаки добавляют субстанцию (обычно уротропин), которая при нагревании разлагается с выделением формальдегида. Формальдегид, добавляемый к новолаковой смоле, образует упрочняющиеся гидроксиметильные группы. Упрочнение термопластов в основном проводится в интервале температур 140-180°С, но благодаря соответствующим добавкам кислот некоторые резолы можно отвердить уже при 25°С и выше. Резолы получают в спиртовых средах, применяя избыток формальдегида. Продукт содержит гидроксиметиленовые группы. Во время нагревания происходит необратимое упрочнение (реакция образования сетчатой структуры), поэтому резолы прессуют в формах. Упрочненные феноло-формальдегидные смолы чаще носят название бакелитов. Эта пластмасса хорошо обрабатывается механически инструментами для обработки металла и может подвергаться полированию. Бакелит из новолака имеет большую термостойкость (100-150°С), чем бакелит из резола, но худшие диэлектрические свойства.
Бакелит трудногорюч, а после извлечения из пламени сразу гаснет. Горящий бакелит дает желтый цвет пламени, коптящий в зависимости от вида наполнителя. Остаток, извлеченный из пламени, твердый, разбухший, потрескавшийся и обугленный. В процессе горения выделяются фенол и формальдегид с характерным запахом. Бакелит стоек к воздействию разбавленных кислот и щелочей, а также большинства органических растворителей. Для склеивания треснутых бакелитовых изделий можно применять нитроцеллюлозные клеи или жидкие фенольные смолы. Из бакелита изготавливают изделия галантереи (пуговицы, пепельницы), электротехнические элементы (вилки, розетки), корпуса радио- и телефонных аппаратов, детали стиральных машин, защитные шлемы, корпуса аккумуляторов, плиты, лаки, клеи. Аминопласты являются термоупрочняемыми пластмассами. К ним относятся карбамидо-формальдегидные смолы и меламино-формальдегидные смолы. Карбамидо-формальдегидная неупрочненная смола имеет следующую структуру:
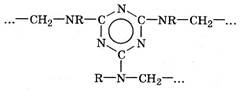
где R = Н при мольном соотношении реагентов, R =Н, СН2ОН при избытке формальдегида. Меламино-формальдегидная неупрочненная смола имеет структуру:
где R =Н, СН2ОН. Неупрочненная смола получается при поликонденсации формальдегида с карбамидом (смола карбамидо-формальдегидная) или меламином (смола меламино-формальдегидная). Эти смолы имеют реактивные группы —СН2ОН, которые под влиянием нагрева (или кислотных катализаторов) способны к конденсации, в результате которой смолы упрочняются (приобретают пространственную сетчатую структуру). Упрочненные аминопласты твердые и жесткие. Их можно полировать и механически обрабатывать инструментами по металлу, они имеют хорошие электроизоляционные свойства, легко окрашиваются. Теплостойкость упрочненных аминопластов около 100-120°С. Образец, внесенный в огонь, начинает гореть не более чем через 1 минуту. Вынутый из пламени, он не гаснет, но горит медленно (в действительности горят наполнители, сама смола негорюча). Огонь имеет желтый цвет (меламиновая смола) или желтый с зеленовато-голубой каймой (карбамидная смола). Остаток после горения растресканный, разбухший и покрыт по краям характерным белым налетом. Во время горения отчетливо чувствуется запах формальдегида и карбамида.
Упрочненные аминопласты стойки к воздействию воды, кислот (в том числе серной и азотной), щелочей и органических растворителей. Для склеивания таких аминопластов можно применять феноло-формальдегидные или карбамидо-формальдегидные клеи. Из аминопластов изготавливают клеи для дерева, электротехнические детали (розетки, выключатели) и галантерею, тонкие покрытия для украшения, лаки (так называемые печные), пенистые материалы.
Асбоволокниты обладают хорошими фрикционными (тормозными) свойствами и теплостойкостью, но по водостойкости и диэлектрической проницаемости уступают пластмассам с порошковым наполнителем.
В качестве связующих смол волокнитов и стекловолокнитов применяются полиэстеровые и эпоксидные смолы. Полиэстры (полиэстеровые, или полиэфирные смолы) имеют следующую структуру:
Полиэстры являются полимерами, полученными из полиосновных кислот (например, НООС—R1—СООН) и полигидроксильных спиртов (например, НО—R2-ОН) путем поликонденсации. Если группы R не содержат кратных связей, то речь идет о насыщенном полиэстре, чаще термопластичном, иногда упрочняемом (например, в случае применения тригидроксильного спирта). Если группы R содержат кратные связи, полиэстр является ненасыщенным и химически упрочняемым. Перед отверждением смола имеет вид густого сиропа золотистого цвета. Отверждение проводят в форме при комнатной температуре после добавления инициатора (обычно перекись бензоила) в количестве около 4%. Механические свойства отвержденного продукта зависят от строения исходной смолы и способа ее отверждения. Изделие может быть гибким, эластичным или твердым и хрупким. Твердые изделия можно подвергать механической обработке инструментами по дереву, а также полировать. Термическая стойкость под напряжением отвержденных смол лежит в пределах 55-60°С, а без нагрузки превышает 150°С. Образец ламината (полиэстеровая смола со стеклотканью), помещенный в пламя, горит очень плохо. После извлечения из пламени чаще всего гаснет. После сгорания остается обугленный скелет стекловолокна.
Отвержденные полиэстры нерастворимы в органических кислотах, в ацетоне легко растрескиваются. Из полиэстров, упрочненных стекловолокном, изготавливают спасательные лодки, части автомобилей, мебель, корпуса планеров и вертолетов, гофрированные плиты для крыш, плафоны ламп, мачты для антенн, лыжи и палки, удочки, защитные каски и т. п. В виде текучих смол полиэстры применяют для заливки частей электронной аппаратуры, мумификации анатомических препаратов, изготовления лаков и т. п. Эпоксидные смолы имеют следующую структуру: смола неотвержденная
смола отвержденная
Неотвержденные эпоксидные смолы получают реакцией поликонденсации эпоксида (эпихлоргидрина) с дифенилолпропаном (дианом). Процесс отверждения является реакцией суммирования (полиприсоединения), в которой роль отвердителя играет полиамин. Характерной чертой эпоксидных смол является совершенная прилипаемость почти ко всем пластмассам, к металлам; они имеют хорошие механические и электрические свойства. Эпоксидные смолы служат для изготовления лаков, клеев, а также производства ламинатов.
Свойства слоистых пластиков зависят от соотношения компонентов (наполнителя и связующего), характера подготовки наполнителя, режимов прессования и термообработки и других технологических факторов. Благодаря слоистому расположению армирующего наполнителя слоистые пластики обладают анизотропией механических, физических и диэлектрических свойств. Механические свойства слоистых пластиков определяются прежде всего видом используемого наполнителя. Наибольшей механической прочностью обладают слоистые пластики на основе стеклянной ткани или стеклянных жгутов. Эти материалы, а также слоистые пластики на основе асбоволокнистых наполнителей имеют более высокую теплостойкость по сравнению с теплостойкостью пластиков на основе органических наполнителей.
Древесно-слоистые пластики (ДСП) используют при изготовлении мебели, для внутренней облицовки пассажирских поездов, судов, самолетов, при строительстве - в качестве облицовочного материала. ДСП обычно изготавливают в форме плит или тонких листов. Их получают горячим прессованием лущеного древесного шпона, пропитанного полимерным связующим. При производстве ДСП чаще используют березовый или буковый шпон, в качестве связующего используют водно-спиртовые растворы олигомеров. Древесно-слоистые пластики выпускают различных марок и маркируют ДСП-А, ДСП-Б, ДСП-В и т. д. Они различаются направлением волокон шпона в различных слоях. В ДСП-А - во всех слоях волокна шпона расположены параллельно (иногда четыре слоя с параллельным расположением волокон чередуются с одним слоем, повернутым на 20-25°).В ДСП-Б расположение слоев смешанное. Через каждые 5-20 слоев с параллельным расположением волокон укладывают слой, повернутый на 90°. В ДСП-В осуществляется звездообразная укладка слоев, при которой соседние слои волокон смещают на 30°. Максимальной прочностью в продольном направлении (sВ = 280 МПа) обладает ДСП-А. ДСП-Б имеет прочность, одинаковую во взаимно перпендикулярных направлениях (140 МПа). ДСП обладают хорошими антифрикционными свойствами. В некоторых случаях они заменяют высокооловянистую бронзу, баббит, текстолит. Химическая стойкость ДСП не очень высока, но выше, чем у обычной древесины. Теплостойкость ДСП достигает 140оС. Их недостатком является набухание, обусловленное поглощением воды. Пластики на основе хлопчатобумажных тканей - текстолиты (ГОСТ 2910-74) - применяют для изготовления различных конструкционных деталей, электроизоляционного материала, вкладышей подшипников прокатного оборудования, прокладок, герметизирующих фланцевые соединения. Текстолитовые детали могут работать не только в воздушной среде, но и в масле, керосине или бензине и т. д. Текстолит производят в виде листов, плит, стержней и трубок. Температура эксплуатации изделий из текстолита от -60 до +60оС. Стеклотекстолитами (ГОСТ 10292-74Е, ГОСТ 12652-74) называют слоистые пластики на основе тканых стекловолокнистых материалов. Они характеризуются высокой тепло- и хладостойкостью, стойкостью к действию окислителей и других химически активных реагентов, высокими механическими свойствами. Стек-лотекстолиты применяют для изготовления крупногабаритных изделий, радиотехнических и электроизоляционных деталей, длительное время работающих при температуре 200оС и кратковременно - при 250оС. Стеклопластики являются конструкционными
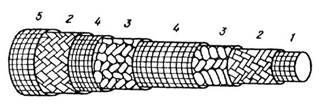
Резины. Резинотехнические изделия получают при специальной термической обработке (вулканизации) прессованных деталей из сырой резины, являющейся смесью каучука с серой и другими добавками. Резина состоит из смеси каучука (основа), наполнителя (сажа, оксид кремния, оксид титана, мел, барит, тальк), мягчителя (канифоль, вазелин), противостарителя (парафин, воск) и агентов вулканизации (сера, оксид цинка). Главным исходным компонентом резины, придающим ей высокие эластические свойства, является каучук. Каучуки бывают натуральные (НК) и синтетические (СК). Натуральный каучук получают коагуляцией латекса (млечного сока) каучуконосных деревьев, растущих в Бразилии, Юго-Восточной Азии, на Малайском архипелаге. Синтетические каучуки (бутадиеновые, бутадиен-стирольные и др.) получают методами полимеризации. Впервые синтез бутадиенового каучука полимеризацией бутадиена, полученного из этилового спирта, осуществлен в 1921 г. русским ученым С. В. Лебедевым. Разработаны методы получения синтетических каучуков на основе более дешевого сырья, например нефти и ацетилена. Каучуки являются полимерами с линейной структурой. При вулканизации они превращаются в высокоэластичные редкосетчатые материалы - резины. Вулканизирующими добавками служат сера и другие вещества. С увеличением содержания вулканизатора (серы) (до 30-50%) получают твердую резину (эбонит), при насыщении серой до 10-15% - полутвердую резину. Обычно в резине содержится 5-8% S. Для ускорения вулканизации вводят ускорители например оксид цинка. Кроме серы в состав резин входят наполнители, пластификаторы, противостарители и красители. Введение этих компонентов позволяет существенно менять специальные свойства резины, увеличивая ее износо-, морозо-, масло- и бензостойкость. Резиновые изделия часто армируют тканью или металлической сеткой. Для улучшения адгезии металлической арматуры к резине на поверхность металла наносят клеевую пленку. Резина имеет высокие эластические свойства, высокую упругость и сопротивляемость разрыву. Кроме того, резина обладает малой плотностью, высокой стойкостью против истирания, химической стойкостью, хорошими электроизоляционными свойствами. Совокупность химических, физических и механических свойств позволяет использовать резиновые материалы для амортизации, демпфирования, уплотнения, герметизации, химической защиты деталей машин, при производстве тары для хранения масла и горючего, различных трубопроводов (шлангов), для изготовления покрышек и камер колес автотранспорта, декоративных изделий и т. д. Номенклатура резиновых изделий чрезвычайно разнообразна. В зависимости от условий эксплуатации различают резины общего и специального назначения. Резины общего назначения применяют для изготовления камер и шин, ремней, транспортных лент, рукавов, изоляции кабелей и проводов, производства товаров народного потребления и др. Из резин специального назначения различают бензомаслостойкие, морозостойкие, теплостойкие, стойкие к действию агрессивных сред. Нижней границей рабочих температур резин специального назначения является температура до -80оС, резин общего назначения - до -50оС. На рис. 8-9 показаны резинометаллические детали и рукав высокого давления с металлической оплеткой.
В последнее время остро стоит вопрос об очистке территории наших городов от свалок старой резиновой продукции, которая в ходе длительного, иногда в течение десятков лет, хранения выделяет в атмосферу и в почву значительное количество вредных химических соединений. Клеящие материалы. Клеями называют сложные вещества на основе полимеров, способные при затвердевании образовывать прочные пленки, хорошо прилипающие к различным материалам. По сравнению с другими видами соединений (клепкой, сваркой, механическим креплением) клеевые соединения имеют ряд преимуществ. Клеи позволяют соединять разнородные материалы (металл, керамику, пластмассу, дерево) в различных сочетаниях. Клеевые швы атмосферостойки, не подвержены коррозии, позволяют обеспечивать герметичность соединений. Масса конструкции при клеевой сборке почти не увеличивается, отсутствуют снижающие прочность и являющиеся концентраторами напряжений отверстия под болты, заклепки, гвозди. Во многих случаях клеевое соединение металлических и неметаллических материалов является единственно возможным решением, обеспечивающим высокую прочность конструкции. Клеи могут выдерживать высокие и низкие температуры, сохраняя достаточную прочность соединения. Недостатки клеевых соединений - сравнительно невысокая теплостойкость при длительной эксплуатации и низкая прочность при несимметричном нагружении и неравномерном отрыве. Работоспособность клеевых соединений зависит прежде всего от процессов адгезии и когезии. Адгезия характеризует прочность сцепления клеевой пленки со склеиваемой поверхностью, когезия - прочность собственно клеевого слоя. Для приготовления клеев используют термопластичные или термореактивные полимеры. Клеи на основе термопластичных полимеров дают менее прочные соединения и используются ограниченно, обычно для склеивания материалов, не подвергающихся тепловому воздействию (бумаги, картона, тканей). С повышением температуры клеевой слой размягчается и склеенные поверхности разъединяются. Клеи на основе термореактивных полимеров, содержащие также отвердители и ускорители процессов отверждения, наполнители и пластификаторы, дают более прочные соединения-Клеи этой группы могут быть холодного и горячего отверждения. Клеи холодного отверждения смешиваются с отвердителями и ускорителями непосредственно перед процессом склеивания. Клеи горячего отверждения приготавливаются на заводе-изготовителе, поставляются потребителю в готовом виде и могут храниться несколько месяцев. К группе клеев на основе термореактивных смол относятся феноло-формальдегидные клеи. При наличии в их составе ускорителей процесса (например, сульфоконтакта) эти клеи отверждаются даже при комнатной температуре за несколько часов. К таким клеевым составам относятся клеи Б-3, Ф-9 и др. В тех случаях, когда применение ускорителя, обладающего кислотными свойствами, может привести к частичной деструкции склеиваемого материала (например, древесины, фанеры), рекомендуется вместо феноло-формальдегидного клея применять резорцино-формальдегидный клей, например ФР-12. Для склеивания изделий из древесины, работающих в условиях умеренной влажности, применяют клеи на основе водных растворов мочевино-формальдегидных смол, например клей КМ-12. В качестве ускорителей в этих клеях холодного отверждения используются хлорид аммония или хлорид цинка, а также слабые органические кислоты. Феноло-формальдегидные клеевые соединения водостойки. На базе феноло-формальдегидных смол создана гамма универсальных клеев. В их число входят следующие: клей БФ (феноло-формальдегидная смола, модифицированная бутваром); клей ВК-32-ЭМ (продукт взаимодействия феноло-формальдегидной и эпоксидной смол); клей ВК-32-200 (феноло-формальдегидная смола и синтетический каучук); клей ВС-350 (феноло-формальдегидная смола, полиацеталь, полисилоксан) и др. Из перечисленных групп клеев наибольшую прочность склейки до температур 140-150оС обеспечивают феноло-формалъдегидно-эпоксидные клеи. Наиболее теплостойкими и достаточно прочными являются соединения, обеспечиваемые клеями ВК-32-250, ВС-350. Эти соединения могут длительное время работать при температурах 250-300°С.
Широкое распространение получили пленочные клеи на эпоксидной основе, использование которых позволяет получать не только прочные клеевые соединения, но и дает существенные технологические преимущества. При применении пленочных клеев часто используют армирующие материалы - полиамидные, стеклянные и другие синтетические ткани. Кроме клеев на эпоксидной основе, широко используют крем-нийорганические, алюмохромфосфатные клеевые композиции, а также полиуретановые (ПУ-2; ВК-20), резиновые и некоторые другие клеи. Полиуретановая клеевая пленка газонепроницаемая, масло-, бензо- и водостойкая. Она обладает высокой адгезией и морозостойкостью, поэтому полиуретановые клеи используются также в качестве герметиков. Для склеивания резиновых изделий между собой, а также металла с резиной, применяются резиновые (каучуковые) клеи 88, Б-10, КР-5-18, лейконат. Резиновый клей удобен для употребления тем, что он вулканизируется на холоду, и это клеевое соединение обладает удовлетворительной прочностью и мало набухает в масле и бензине. К числу наиболее распространенных герметиков для металлических изделий относится тиоколовый каучук (тиокол). Он вулканизируется при комнатной температуре. Вулканизатором в большинстве случаев является пероксид марганца, а активатором -дифенилгуанидин. Отвержденная пленка масло-, водо- и бензостойка, выдерживает длительное время при контакте с кислородом воздуха и сохраняет высокую прочность при температуре до 130оС Существенным недостатком тиоколового каучука является его низкая адгезия к металлу, поэтому при его использовании требуется создавать подложку из резинового клея. Этот недостаток отсутствует у жидкого тиокола (герметик ВТУР), в состав которого входит диизоцианат. Для герметизации отсеков ракет, самолетов и другой техники, работающей при температурах 150-250оС и не соприкасающейся маслами и топливом, применяются полисилоксаны с отвердителями, обеспечивающими их отверждение при комнатной температуре (кремний- и оловоорганические соединения). Существенным недостатком этих герметиков является малая адгезия к металлу, даже в случае нанесения специального подслоя. Для отсеков, работающих при 150-250оС и соприкасающихся с маслом и топливом, применяются фторорганические герметики. Полисилоксановые и фторорганические герметизирующие пленки не разрушаются при длительном воздействии на них кислорода и озона; они сохраняют эластичность при низких температурах (до -60°С); имеют высокую водостойкость. Технологически удобны для использования в качестве герметика растворы феноло-формальдегидных смол, совмещенных с нитрильным каучуком, например ВГК-18. Этот герметик не требуется вулканизировать: он обладает удовлетворительной адгезией к металлическим поверхностям, а герметизирующая пленка сохраняет прочность до 100°С, обеспечивает достаточную прочность и обладает масло- и бензостойкостью. На основе жидких полиуретановых, карбоксилатных, фторированных каучуков разработан способ герметизации вакуумированных узлов (пропускных) в криогенных условиях. В радиотехнике применяют галлиевые клеи (клеи-припои). Соединение, полученное с помощью такого клея, имеет хорошую тепло- и электропроводность, достаточно высокую прочность и эксплуатационную стабильность в интервале температур от -196 до +800оС. Склеиваемые поверхности должны быть механически очищены, например наждачной бумагой, пескоструйной обработкой, и обезжирены (спиртом, ацетоном). Толщина пленки клея должна составлять 0,1-0,6 мм. Меньшая толщина грозит нарушением сплошности пленки, большая - уменьшает прочность соединения. Лакокрасочные материалы.
Основными требованиями, предъявляемыми к лакокрасочным покрытиям, являются высокая адгезия к защищаемым поверхностям; близкие значения температурных коэффициентов линейного расширения покрытия и металла; высокая плотность, беспористость, водо- и газонепроницаемость; высокая эластичность пленки при достаточной твердости и механической прочности; теплостойкость, химическая стойкость и светостойкость. Качество и срок службы лакокрасочных покрытий зависят от их состава, природы окрашиваемого материала, подготовки поверхности, технологии и качества нанесения покрытия. Основные компоненты лакокрасочных материалов - пленкообразователи, растворители и пигменты.
Пигменты (или красители) применяют для получения определенного цвета лакокрасочного материала. Одновременно пигменты улучшают адгезию, повышают антикоррозионные свойства и водостойкость пленок. По химическому составу они представляют собой оксиды или соли металлов (охра, железный сурик, цинковые и титановые белила), порошки алюминия, цинка и элементарного углерода (графит, сажа). Используют также пигменты органического происхождения (пигмент алый и др.), придающие покрытиям красивые яркие тона. Для удешевления лакокрасочных материалов в них добавляют наполнители. Наполнителями служат мел, каолин, тальк и другие вещества. Применение в качестве наполнителей слюды и асбеста способствует повышению термостойкости покрытий. В зависимости от состава и назначения лакокрасочные материалы делятся на лаки, краски (в том числе эмали), грунты и шпаклевки. Лаком называют раствор пленкообразующих веществ в органических растворителях или в воде, образующий после высыхания твердую прозрачную однородную пленку. Лаки используют Грунтами, шпаклевками и красками называют пигментированные лаки и олифы - высыхающие масла с добавкой сиккатива, являющегося катализатором высыхания. Краски, изготовленные на лаках, называют эмалями, а на олифах - масляными красками. Грунты являются нижними слоями покрытия. Они обеспечивают прочную адгезию с окрашиваемой поверхностью. В качестве пигмента в грунтах применяют соли хромовой кислоты, свинцовый или железный сурик, цинковые белила и др. Шпаклевкой называют густую и вязкую массу, состоящую из смеси пигментов с наполнителями в связующем веществе. Шпаклевки применяют для сглаживания неровностей поверхности изделий. Они имеют значительно большую вязкость, чем остальные лакокрасочные материалы за счет более высокой концентрации пигмента и наполнителя. Надежность защиты поверхности изделий обычно достигается использованием многослойных покрытий. Сочетание слоев последовательно нанесенных лакокрасочных материалов различного целевого назначения (грунта, шпаклевки, краски, лака) называется системой покрытия. Общее число слоев составляет от 2-6 до 14. Толщина каждого слоя грунта, эмали, лака составляет 10-26 мкм, шпаклевки - до 1 мм. Выбор грунта производится с учетом окрашиваемого материала и покрывного материала. Покрывной материал выбирают в зависимости от условий эксплуатации и требуемого внешнего вида изделия. Стекло. Стекло - это однородное аморфное вещество, получаемое при затвердевании расплава оксидов. В составе стекла могут присутствовать оксиды трех типов: стеклообразующие, модифицирующие и промежуточные. Стеклообразующими являются оксиды кремния, бора, фосфора, германия, мышьяка. К модифицирующим оксидам, введение которых понижает температуру плавления стекла и существенно меняет его свойства, относятся оксиды щелочных (Na, К) и щелочноземельных (Са, Mg, Ba) металлов. Промежуточными являются оксиды алюминия, свинца, титана, железа.
Они могут замещать часть стеклообразующих оксидов. Стеклообразующий каркас стекла представляет собой непрерывную пространственную решетку, в узлах которой расположены ионы, атомы или группировки атомов (рис.10). Химический состав стекла можно изменять в широких пределах. Поэтому и свойства стекла могут быть различными. По химическому составу в зависимости от природы стеклообразующих оксидов различают силикатное, алюмосиликатное, боросиликатное, алюмоборосиликатное и другие виды стекла. В зависимости от содержания модификаторов стекло может быть щелочным и бесщелочным. По назначению различают строительное (оконное, стеклоблоки), бытовое (стеклотара, посуда) и техническое (оптическое, электротехническое, химическое и др.) стекло. Структура и свойства стекла определяются его химическим составом, условиями варки, охлаждения и обработки.
Плотность стекла составляет 2,2-8,0 г/см3. Стекло высокой плотности содержит значительные количества оксидов свинца и бария. Стекло - жесткий, твердый, но очень хрупкий материал Стекло хорошо сопротивляется сжатию (sсж = 400-600 МПа), но характеризуется низким временным сопротивлением при испытаниях на растяжение (30-90 МПа) и изгиб (50-150 МПа). Более прочным является бесщелочное и кварцевое стекло.
|
|||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 144; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.149.168 (0.056 с.) |

 Реактопласты с волокнистыми наполнителями представляют собой композиции, состоящие из связующего (смолы) и волокнистого наполнителя в виде очесов хлопка (волокниты), асбеста (асбоволокниты), стекловолокна (стекловолокниты).
Реактопласты с волокнистыми наполнителями представляют собой композиции, состоящие из связующего (смолы) и волокнистого наполнителя в виде очесов хлопка (волокниты), асбеста (асбоволокниты), стекловолокна (стекловолокниты). Волокниты применяют для изготовления деталей с повышенной устойчивостью к ударным нагрузкам, работающих на изгиб и кручение (втулок, шкивов, маховиков и др.).
Волокниты применяют для изготовления деталей с повышенной устойчивостью к ударным нагрузкам, работающих на изгиб и кручение (втулок, шкивов, маховиков и др.). Стекловолокниты негорючи, стойки к действию ультрафиолетовых лучей, химически стойки, имеют стабильные размеры. Некоторые марки стекловолокнитов применяются для изготовления силовых электротехнических деталей в машиностроении, а также крупногабаритных изделий простых форм (кузовов автомашин, лодок, корпусов приборов и т. п.). Стекловолокниты имеют высокие физико-механические характеристики и применяются для изготовления деталей высокого класса точности и сложной конфигурации. Стекловолокниты могут работать при температурах от -60 до +200оС, имеют прочность при разрыве 80-500 МПа.
Стекловолокниты негорючи, стойки к действию ультрафиолетовых лучей, химически стойки, имеют стабильные размеры. Некоторые марки стекловолокнитов применяются для изготовления силовых электротехнических деталей в машиностроении, а также крупногабаритных изделий простых форм (кузовов автомашин, лодок, корпусов приборов и т. п.). Стекловолокниты имеют высокие физико-механические характеристики и применяются для изготовления деталей высокого класса точности и сложной конфигурации. Стекловолокниты могут работать при температурах от -60 до +200оС, имеют прочность при разрыве 80-500 МПа.

 Большую группу реактопластов составляют слоистые пластмассы, которые содержат листовые наполнители, уложенные слоями. В качестве наполнителей для слоистых пластиков используют материалы органического (бумагу, картон, хлопчатобумажные ткани, древесный шпон, ткани из синтетических волокон) и неорганического (асбестовую бумагу, стеклянную ткань, ткань из кварцевых или кремнеземных волокон) происхождения. В зависимости от вида наполнителя различают следующие слоистые пластики: гетинакс, текстолит, стеклотекстолит, древесно-слоистые пластики. Связующими при производстве слоистых пластиков служат феноло-формальдегидные, эпоксидные, кремнийорганические и некоторые другие смолы.
Большую группу реактопластов составляют слоистые пластмассы, которые содержат листовые наполнители, уложенные слоями. В качестве наполнителей для слоистых пластиков используют материалы органического (бумагу, картон, хлопчатобумажные ткани, древесный шпон, ткани из синтетических волокон) и неорганического (асбестовую бумагу, стеклянную ткань, ткань из кварцевых или кремнеземных волокон) происхождения. В зависимости от вида наполнителя различают следующие слоистые пластики: гетинакс, текстолит, стеклотекстолит, древесно-слоистые пластики. Связующими при производстве слоистых пластиков служат феноло-формальдегидные, эпоксидные, кремнийорганические и некоторые другие смолы.
 Физические и диэлектрические свойства слоистых пластиков зависят в основном от типа используемого полимерного связующего. Пластик на основе бумаги - гетинакс (ГОСТ 2718-74) - применяют в качестве электроизоляционного материала, работающего длительно при температурах от -65 до +105°С, а также как конструкционный и декоративный материал. Гетинаксы широко применяют в электрических машинах, трансформаторах (в качестве высоковольтной изоляции) и других аппаратах, при производстве телефонной арматуры, в радиотехнике (для изготовления печатных схем). Из гетинакса изготавливают панели, щитки, прокладки, крышки, шайбы, малонагруженные изделия и т. д.
Физические и диэлектрические свойства слоистых пластиков зависят в основном от типа используемого полимерного связующего. Пластик на основе бумаги - гетинакс (ГОСТ 2718-74) - применяют в качестве электроизоляционного материала, работающего длительно при температурах от -65 до +105°С, а также как конструкционный и декоративный материал. Гетинаксы широко применяют в электрических машинах, трансформаторах (в качестве высоковольтной изоляции) и других аппаратах, при производстве телефонной арматуры, в радиотехнике (для изготовления печатных схем). Из гетинакса изготавливают панели, щитки, прокладки, крышки, шайбы, малонагруженные изделия и т. д. материалами, применяемыми для изготовления силовых изделий в различных отраслях техники (несущих деталей летательных аппаратов, кузовов и кабин машин, железнодорожных вагонов, корпусов лодок, судов и т. п.).
материалами, применяемыми для изготовления силовых изделий в различных отраслях техники (несущих деталей летательных аппаратов, кузовов и кабин машин, железнодорожных вагонов, корпусов лодок, судов и т. п.).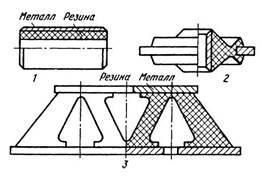
 Из клеев на основе термореактивных полимеров наиболее широкое применение находят клеи на основе эпоксидных смол. Их применяют для склеивания различных металлов, металлических и неметаллических материалов. Клеи на эпоксидной основе могут работать в широком температурном интервале. Отдельные марки таких клеев выдерживают воздействие температур от -253 до +800... +1000°С. Клеи на эпоксидной основе длительно сохраняют прочность в условиях эксплуатации, обеспечивают вакуумную плотность соединений и стойкость к циклическому температурному воздействию. Их существенными преимуществами являются низкая (до 2%) усадка при отверждении, высокая адгезия к большинству конструкционных материалов и небольшой объем газовыделений в вакууме. Эти свойства позволяют широко использовать клеи на основе эпоксидных смол при склеивании холодильного и криогенного оборудования.
Из клеев на основе термореактивных полимеров наиболее широкое применение находят клеи на основе эпоксидных смол. Их применяют для склеивания различных металлов, металлических и неметаллических материалов. Клеи на эпоксидной основе могут работать в широком температурном интервале. Отдельные марки таких клеев выдерживают воздействие температур от -253 до +800... +1000°С. Клеи на эпоксидной основе длительно сохраняют прочность в условиях эксплуатации, обеспечивают вакуумную плотность соединений и стойкость к циклическому температурному воздействию. Их существенными преимуществами являются низкая (до 2%) усадка при отверждении, высокая адгезия к большинству конструкционных материалов и небольшой объем газовыделений в вакууме. Эти свойства позволяют широко использовать клеи на основе эпоксидных смол при склеивании холодильного и криогенного оборудования.

 Эпоксидные клеи холодного отверждения применяют для склеивания древесины, многих пластмасс, керамики и резины с металлом. Эпоксидные клеи горячего отверждения применяют для склеивания металлических конструкций и изделий из стеклопластика. Эпоксидные клеи с наполнителем применяют в качестве шпатлевки, устраняющей дефекты металлического литья, а также неровности металлических, керамических и деревянных изделий.
Эпоксидные клеи холодного отверждения применяют для склеивания древесины, многих пластмасс, керамики и резины с металлом. Эпоксидные клеи горячего отверждения применяют для склеивания металлических конструкций и изделий из стеклопластика. Эпоксидные клеи с наполнителем применяют в качестве шпатлевки, устраняющей дефекты металлического литья, а также неровности металлических, керамических и деревянных изделий. По внешнему виду клеи обычно могут быть в жидком состоянии, в виде паст или пленок (фольг), часто армированных полиамидной тканью или другим синтетическим материалом.
По внешнему виду клеи обычно могут быть в жидком состоянии, в виде паст или пленок (фольг), часто армированных полиамидной тканью или другим синтетическим материалом. Лакокрасочные материалы представляют собой многокомпонентные составы, в жидком состоянии наносимые на поверхность изделий и высыхающие с образованием пленок, удерживаемых силами адгезии. Высохшие пленки называют лакокрасочными покрытиями. Назначение лакокрасочных покрытий — защита металлов от коррозии, дерева и тканей - от гниения и на
Лакокрасочные материалы представляют собой многокомпонентные составы, в жидком состоянии наносимые на поверхность изделий и высыхающие с образованием пленок, удерживаемых силами адгезии. Высохшие пленки называют лакокрасочными покрытиями. Назначение лакокрасочных покрытий — защита металлов от коррозии, дерева и тканей - от гниения и на  бухания. Кроме того, они служат декоративным целям, придавая изделиям желаемый внешний вид. В некоторых случаях покрытия могут иметь специальные свойства: электроизоляционные теплозащитные, светостойкие и др. Защитные покрытия в несколько раз увеличивают срок службы аппаратуры, металлоконструкций и оборудования.
бухания. Кроме того, они служат декоративным целям, придавая изделиям желаемый внешний вид. В некоторых случаях покрытия могут иметь специальные свойства: электроизоляционные теплозащитные, светостойкие и др. Защитные покрытия в несколько раз увеличивают срок службы аппаратуры, металлоконструкций и оборудования. Пленкообразователи сообщают лакокрасочным материалам способность к образованию пленки и определяют ее основные свойства. Пленкообразующими веществами могут быть высыхающие растительные масла, синтетические смолы и эфиры целлюлозы. Различают неотверждаемые термопластичные и отвер-ждаемые термореактивные пленкообразователи.
Пленкообразователи сообщают лакокрасочным материалам способность к образованию пленки и определяют ее основные свойства. Пленкообразующими веществами могут быть высыхающие растительные масла, синтетические смолы и эфиры целлюлозы. Различают неотверждаемые термопластичные и отвер-ждаемые термореактивные пленкообразователи. Растворителями лакокрасочных материалов служат скипидар, уайт-спирит, ацетон, спирты. Растворители подбирают в зависимости от пленкообразующего вещества: для масел используют скипидар и уайт-спирит; для смол - спирты, ацетон и ароматические углеводороды типа бензола и толуола, для эфиров целлюлозы - ацетон. Растворители при сушке полностью улетучиваются. Для ускорения высыхания покрытий применяют каталитически действующие сиккативы, представляющие собой растворы оксидов или солей кобальта, цинка, свинца, марганца в растительном масле.
Растворителями лакокрасочных материалов служат скипидар, уайт-спирит, ацетон, спирты. Растворители подбирают в зависимости от пленкообразующего вещества: для масел используют скипидар и уайт-спирит; для смол - спирты, ацетон и ароматические углеводороды типа бензола и толуола, для эфиров целлюлозы - ацетон. Растворители при сушке полностью улетучиваются. Для ускорения высыхания покрытий применяют каталитически действующие сиккативы, представляющие собой растворы оксидов или солей кобальта, цинка, свинца, марганца в растительном масле.
 для получения прозрачных покрытий, защищающих поверхность от внешней среды. Иногда лаки наносят на слой краски для большего блеска покрытия.
для получения прозрачных покрытий, защищающих поверхность от внешней среды. Иногда лаки наносят на слой краски для большего блеска покрытия.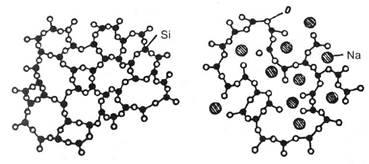
 Стекло - термопластичный материал, при нагреве оно постепенно размягчается и переходит в жидкость. Плавление происходит в некотором температурном интервале, величина которого зависит от химического состава стекла. Ниже температуры стеклования Тс стекло приобретает хрупкость. Для обычного силикатного стекла Тс = 425-600оС. Выше температуры плавления стекло становится жидкостью. При этих температурах стекломасса перерабатывается в изделия.
Стекло - термопластичный материал, при нагреве оно постепенно размягчается и переходит в жидкость. Плавление происходит в некотором температурном интервале, величина которого зависит от химического состава стекла. Ниже температуры стеклования Тс стекло приобретает хрупкость. Для обычного силикатного стекла Тс = 425-600оС. Выше температуры плавления стекло становится жидкостью. При этих температурах стекломасса перерабатывается в изделия.


