Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Правила обращения с оборудованием и аппаратурой
При работе с ацетиленовыми генераторами прежде всего следует учитывать взрывоопасность смеси ацетилена с воздухом. Исходя из этого условия необходимо строго соблюдать следующие требования безопасности. К обслуживанию ацетиленовых генераторов допускаются лица, достигшие 18летнего возраста, знающие устройство и работу генератора. Генератор предназначен для работы на открытом воздухе. Для временных сварочных работ допускается устанавливать аппарат в жилых и производственных помещениях объемом не менее 300 м3. Генератор необходимо устанавливать на расстоянии не менее 10 м от места работы горелки или резака, а также от любого другого источника пламени или нагреваемых приборов. Для вскрытия барабанов с карбидом кальция нельзя применять обычные слесарные инструменты (молоток, зубило, ножи), так как при работе с ними может возникнуть искра. Допускается пользоваться омедненным инструментом или изготовленным из сплавов меди. Барабан разрешается вскрывать на открытом воздухе под навесом. Для хранения карбида кальция следует пользоваться герметически закрывающимися емкостями. Запрещается: загружать карбид кальция в мокрые ящики или корзины; применять карбид тех грануляций, которые не указаны в эксплуатационной характеристике генератора; пользоваться удлиненными рукоятками винта для увеличения усилия при уплотнении крышки генератора; работать от генераторов без предохранительных затворов. При работе генераторов необходимо постоянно следить за тем, чтобы не было утечки газа из кранов, пробок и других соединений. Запрещается оставлять работающий генератор без надзора. Прежде чем подойти к работающему генератору, необходимо убедиться, не тлеют ли рукавицы или спецодежда. При неисправной работе генератора запрещается открывать крышку и вынимать корзину с горячим, неразложившимся карбидом. Это можно будет сделать только после остывания генератора по истечении 2—3 ч и выпуска газа через горелку или резак. После окончания работы генератор необходимо разгрузить Очистку корзины и корпуса от ила необходимо производить только скребками из цветных металлов или сплавов. Карбидный ил необходимо выносить в специально отведенные для него ямы или специальные ящики. Генератор после очистки должен быть установлен в такое место, чтобы исключить доступ к нему посторонних лиц. При выполнении газосварочных работ приходится иметь дело с баллонами со сжатыми, сжиженными и растворенными газами. В процессе эксплуатации этих баллонов во избежание взрывов следует соблюдать крайнюю осторожность. Наиболее частыми причинами взрывов баллонов являются механические удары. Опасность взрыва возникает также при нагреве баллонов до высокой температуры, вследствие того что внутри баллонов возрастает давление газа.
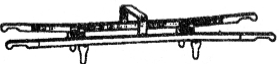
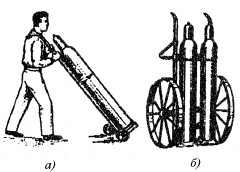
При эксплуатации баллонов необходимо соблюдать следующие меры безопасности: 1. Не допускать падения баллонов, а также ударов их друг о друга или с различными предметами. 2. Тщательно закреплять баллоны на рабочем месте, чтобы они случайно не упали. 3. Рис. 111. Носилки для переноски одного баллона к месту работы
Рис. 110. Тележки для транспортировки баллонов: а – для перевозки одного баллона к месту работы; б – для перевозки двух баллонов 4. Устанавливать баллоны следует на расстоянии не менее 5 м от очагов с открытым огнем. В летнее время их необходимо защищать от нагрева солнечными лучами. 5. Перемещать баллоны на небольшие расстояния разрешается путем перекатывания в слегка наклоненном положении, переносить баллоны на руках или на плечах запрещается. 6. Перемещать баллоны из одного помещения в другое только на специальных ручных тележках (рис. 110) или на специальных носилках (рис. 111). 7. Отбор газа из баллона следует производить через редуктор, предназначенный для данного газа и окрашенный в соответствующий цвет. 8. Перед присоединением редуктора необходимо продуть штуцер вентиля, на короткое время открыв баллон поворотом маховичка на 0,5 оборота; при этом нельзя находиться напротив штуцера вентиля (рис. 112), а также пробовать струю газа рукой. 9. Открывать вентиль баллона рекомендуется плавно, без рывков. Если открыть вентиль от руки не удается, следует пользоваться специальным ключом. Неоткрывшиеся баллоны следует сдавать на склад, предварительно прикрепив к ним этикетки с надписью
«Неисправен». Закрывать вентиль при помощи ключа не рекомендуется. 10. Если редукторы и вентили баллонов замерзли, их следует отогревать смоченной в горячей воде ветошью. Открытым пламенем отогревать редукторы и вентили категорически запрещается. 11. Особая осторожность требуется при эксплуатации кислородных баллонов. Необходимо защищать их от загрязнений и всегда помнить, что в струе кислорода горят многие вещества (включая некоторые металлы), а легковоспламеняющиеся жидкости, масла, жиры, нефть и т. д. горят или воспламеняются со взрывом, поэтому спецодежда сварщика или помощника должна быть чистой, на руках и на инструменте не должно быть даже следов масел и жиров. 12. При воспламенении кислородного вентиля или какой-либо части заградительного приспособления необходимо немедленно перекрыть кислородный вентиль, после чего тушить огонь при помощи огнетушителя и песка.
В процессе работы с аппаратурой для газовой сварки необходимо соблюдать следующие меры безопасности: 1. Перед началом работы сварочная горелка или резак должны быть проверены на исправность работы и герметичность. 2. При зажигании пламени необходимо сначала открывать кислородный вентиль, а затем – ацетиленовый. 3. При гашении пламени необходимо первым закрывать ацетиленовый вентиль, а затем кислородный. 4. Шланги следует предохранять от попадания на них искр, огня, раскаленных или тяжелых предметов. Нельзя допускать перегибов и загрязнений шлангов масляными или жирными веществами. Сварку и резку необходимо производить обязательно в специальных очках с защитными светофильтрами, выбираемыми в зависимости от мощности пламени. Для газовой сварки используются I очки шоферского типа с защитными светофильтрами марок Г-1; Г-2; Г-3. Все сварочные работы следует производить только в спецодежде.
При работе с керосинорезом необходимо соблюдать ряд следующих требований безопасности: 1. Давление в бачке с керосином не должно быть выше давления кислорода после редуктора. 2. При перерывах в работе необходимо плотно закрывать вентиль подачи керосина в испаритель и вентиль для подогревающего кислорода, а резак керосинореза класть головкой вниз. 3. Для защиты кислородного шланга от обратных ударов пламени требуется применять предохранительный клапан, который устанавливается на кислородном ниппеле керосинореза. 4. Перед подкачкой воздуха в бачок следует открыть вентиль на пол-оборота. При этом вентили резака на линиях керосина и кислорода должны быть перекрыты, а инжектор керосинореза открыт. Зажигать пламя следует только убедившись в исправности резака. Сначала пускается горючее, затем подогревающий кислород, зажигается пламя; только после прогрева испарителя пускают режущий кислород. 5. Запрещается работать резаком с перегретым испарителем. 6. При прекращении работы сначала необходимо закрыть вентиль режущего кислорода, затем вентиль горючего газа, затем вентиль подогревающего кислорода. И только после этого открывают спускной кран на бачке для снижения давления в нем до атмосферного.
7. Для устранения хлопков пламени необходимо увеличить поступление в резак горючего и кислорода или прочистить мундштук, прекратив работу. 8. При обратном ударе пламени необходимо немедленно закрыть сначала вентиль подачи кислорода на резаке, затем перекрыть подачу кислорода от баллона, после чего закрыть вентиль подачи горючего на резаке и бачке. 9. При засорении сопла необходимо прекратить работу, вывернуть сопло из головки резака и прочистить канал медной проволокой. 10. Необходимо прочищать испаритель резака не реже 1 раза в неделю, промывая асбестовую оплетку в горячей воде. 11. Применять керосин как горючее целесообразно при окружающей температуре не ниже —15 °С и резке стали толщиной не более 200 мм. При более низких температурах окружающего воздуха и необходимости резать сталь большей толщины в качестве горючего можно использовать бензин А-66, соблюдая повышенные меры предосторожности. Резак в этом случае должен иметь мундштуки, рассчитанные для работы на бензине. Следует помнить, что применение этилированного бензина запрещается. 12. Запрещается подходить с зажженным резаком к бачку с горючим. 13. Токоведущие провода следует располагать не ближе 3 м от места резки и открытого огня.
Контрольные вопросы: 1. В каких помещениях допускается устанавливать ацетиленовый генератор при газосварочных работах? 2. Какими инструментами разрешается вскрывать барабаны с карбидом кальция? 3. Почему запрещается работать от генераторов без предохранительных затворов? 4. По истечении какого времени и при каком условии разрешается вскрывать неисправный заряженный генератор?. Какими инструментами разрешается производить очистку генератора после работы? 6. Какой порядок закрывания вентилей при зажигании пламени и гашении пламени? 7. Как необходимо обращаться с керосинорезом при перерывах в работе? 8. В каком порядке необходимо открывать вентили на керосинорезе перед зажиганием пламени? 9. Какой порядок закрывания вентилей керосинореза при обратном ударе? 10. При какой температуре окружающего воздуха можно работать керосинорезом?
2. Противопожарные мероприятия Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей,
ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). Нельзя хранить вблизи от места сварки легковоспламеняющиеся или огнеопасные материалы (паклю, ветошь, бензин, керосин, различные краски и растворители). Пламя горелки или резака нельзя направлять в сторону газопитателя. Не разрешается перемещение рабочего с зажженной горелкой или резаком за пределами рабочего места. При перерывах в работе пламя горелки или резака должно гаситься, а вентили плотно закрываться. Заправка жидким горючим бачка керосинореза должна производиться в специальном помещении, надежно оборудованном и безопасном в пожарном отношении. При работе с керосинорезом бачок должен быть расположен так, чтобы на него не попадали искры. После окончания сварочных работ необходимо выключить электрические установки, перекрыть подачу газов и убедиться в отсутствии горящих или тлеющих предметов. При тушении горящих нефтепродуктов, помещений с карбидом кальция, электрических установок запрещается применять воду и пенные огнетушители. В этих случаях необходимо применять только углекислотные огнетушители или сухие порошковые огнетушители. Контрольные вопросы: 1. Какой противопожарный инвентарь должен быть в установленном месте для обеспечения пожаробезопасных мероприятий при производстве сварочных работ? 2. Как следует обращаться с горелкой или резаком в пределах рабочего места? 3. В каком помещении следует заправлять бачок керосинореза? 4. Какими средствами пожаротушения следует пользоваться при тушении очагов загорания, где имеются электроустановки, нефтепродукты и карбид кальция? Раздел четвертый
Глава 1 Наиболее распространенные виды дефектов в сварных швах Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Сварные соединения, выполненные в производственных условиях, могут иметь отступления от заданных размеров, формы и свойств. В процессе эксплуатации изделий эти отступления могут привести к разрушению сварных швов и даже всей конструкции. Каждое такое несоответствие требованиям, установленным нормативной документацией, называется «дефектом». Задача контроля сварки заключается в выявлении причин возникновения дефектов и разработке мероприятий, направленных на устранение этих причин. Наиболее часто встречающиеся типы дефектов сварных соединений можно условно разделить на четыре группы: по их расположению – наружные, внутренние и сквозные; по форме – компактные и протяженные, плоские и объемные, острые и округлые; по размерам – мелкие, средние и крупные; по количеству – единичные и групповые. К наружным дефектам относятся нарушения формы, размеров и внешнего вида швов: неравномерная ширина шва по длине, неравномерная высота шва, неравномерные катеты угловых швов, подрезы, наплывы, прожоги, незаваренные кратеры, свищи. Подрезы – это дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде продольных канавок. Подрезы относятся к наиболее часто встречающимся дефектам, чаще всего они образуются при сварке угловых швов в случае смещения электрода или при несколько завышенном напряжении дуги. Одна из кромок проплавляется глубже, жидкий металл стекает на горизонтально расположенную деталь и его не хватает для заполнения канавки. Обычно при повышенном напряжении дуги и завышенной скорости сварки на стыковых
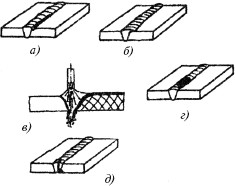
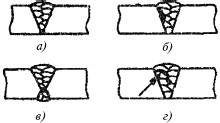
соединениях образуются двусторонние подрезы. Такие же дефекты могут образовываться в случае увеличения угла разделки при механизированной и автоматической сварке. Односторонние подрезы всегда образуются при сварке горизонтальных швов на вертикальной плоскости. Подрезы выявляют внешним осмотром, и если их глубина и протяженность превышают допустимые нормы, то эти дефекты зачищают и заваривают. Наплывы – дефекты сварного соединения, получающиеся, когда жидкий металл шва натекает (наплывает) на основной металл, но с ним не сплавляется. Чаще всего наплывы образуются при заниженном напряжении дуги, наличии на свариваемых кромках толстого слоя окалины, излишнего количества присадочного металла, который в расплавленном состоянии не умещается в разделке кромок или в зазоре. При сварке кольцевых поворотных стыковых швов появление наплывов вызывается неправильным расположением электрода относительно оси шва. Наплывы не имеют большой ширины, но вдоль шва в некоторых случаях располагаются по всей длине. Прожоги – дефекты, которые заключаются в том, что жидкий металл сварочной ванны вытекает через сквозное отверстие в шве с образованием ярко выраженного углубления или отверстия. Первопричиной появления прожогов является завышенный сварочный ток или внезапная остановка сварочного автомата. Кроме этого следует учитывать и другие причины: неоправданно увеличенный зазор между кромками, недостаточная толщина подкладки или неплотное прилегание ее к основному металлу вдоль кромок. При сварке поворотных кольцевых швов появлению прожогов способствует смещение электрода в сторону вращения изделия, что вызывает отекание жидкого металла из-под конца электрода и более активное прожигающее воздействие дуги. Дефектные места должны быть зачищены и заварены. Кратеры – это дефекты сварных швов. В местах неправильного обрыва дуги образуется углубление, в котором могут быть усадочные рыхлости, приводящие к образованию трещин. Поэтому эти дефекты чаще всего вырубают, зачищают и заваривают. При механизированных и автоматизированных процессах сварки применяют выводные планки, на которых начинают
Рис. 113. Наружные дефекты сварных швов, выявляемые внешним осмотром: а – подрез; б – наплыв; в – прожог; г – незаваренный кратер; д – свищ Трещины – это дефекты сварных швов, представляющие собой макроскопические и микроскопические межкристаллические разрушения, образующие полости с очень малым начальным раскрытием. Под действием остаточных или последующих рабочих напряжений трещины могут распространяться с большой скоростью (соизмеримой со скоростью звука). Разрушения происходят почти мгновенно и представляют собой большую опасность целостности всей конструкции. Различают холодные и горячие трещины в зависимости от температуры, при которой происходит их возникновение. Горячие трещины представляют собой разрушения кристаллизующегося металла, происходящие в жидких прослойках вокруг зерен под действием растягивающих напряжений. Эти напряжения появляются вследствие несвободной усадки металла шва и примыкающих к нему неравномерно нагретых участков основного металла. Образование горячих трещин связано с совокупным действием двух факторов. Во-первых, по мере кристаллизации сокращается количество жидкой фазы, что приводит к уменьшению деформационной способности сплава. Во-вторых, в температурном интервале хрупкости пластические свойства сплавов наиболее низкие. Кристаллизационные (горячие) трещины образуются, если пластическая деформация за время пребывания металла в температурном интервале хрупкости превзойдет запас пластичности его в этом интервале температур. Именно поэтому характерным для горячих трещин является межкристаллитный вид разрушения, развивающегося по границам зерен при наличии между ними жидкой прослойки или за счет межзеренного проскальзывания, происходящего при повышенных температурах после окончания процесса кристаллизации. Горячие трещины возникают как в металле шва (чаще), так и в зоне термического влияния. Они бывают продольными, поперечными, продольными с поперечными ответвлениями, могут выходить на поверхность шва или оставаться скрытыми. Вероятность образования горячих трещин зависит от химического состава металла шва, скорости нарастания и величины растягивающих деформаций и напряжений, формы сварочной ванны и шва, размера первичных кристаллов. Вероятность появления трещин увеличивается с повышением содержания в металле шва углерода, кремния, никеля и особенно вредных примесей серы и фосфора. Заметно снижают возможность образования горячих трещин в сварном шве марганец, хром и отчасти кислород. Для снижения величины и скорости нарастания растягивающих напряжений, в процессе сварки применяют порошкообразный присадочный металл в виде крупки (ППМ). Снижение жесткости закрепления узлов в процессе сварки и применение предварительного подогрева также частично снижают напряжения. Холодные трещины образуются в большинстве случаев в зоне термического влияния, реже в металле шва сварных соединений средне- легированных и высоколегированных сталей. Появление холодных
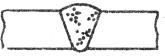
Рис. 114. Трещины в сварном шве и околошовной зоне: а – продольная горячая трещина; б – холодная трещина в околошовной зоне Непровары могут быть вызваны: малым углом раскрытия кромок; малым зазором; большим притуплением нижних кромок деталей и при заниженном сварочном токе; большой скоростью сварки; смещением электрода от оси шва (особенно при сварке двухсторонних швов); плохой зачисткой от шлака перед наложением последующих слоев шва; излишним количеством ППМ при заниженном сварочном токе и большой скорости сварки; низкой квалификацией сварщика. Непровары не всегда удается определить внешним осмотром, но это очень опасный дефект в сварном шве. Следует помнить, что при наличии непроваров могут возникать незначительные трещины в процессе эксплуатации изделия. Эти трещины порой очень трудно обнаружить, но трещины постепенно разрастаются и доходят до критического размера – в следующее мгновение происходит разрушение узла. Поры – это полости в металле шва, заполненные газами. Обычно поры имеют округлую форму, в углеродистых сталях встречаются поры, имеющие трубчатую форму. Они возникают в жидком металле шва из-за интенсивного газообразования, при котором не все газовые пузырьки успевают подняться на поверхность металла и выйти в атмосферу. Размеры остающихся в металле пор колеблются от микроскопических, до 2—3 мм в диаметре. В результате диффузии газов (ив первую очередь водорода) поры могут увеличиваться в размерах. В этом случае образуются раковины или свищи, выходящие на поверхность. Кроме одиночных пор в сварных швах появляются цепочки или отдельные скопления пор. К основным причинам, вызывающим появление пор, относятся: плохая зачистка свариваемых кромок от ржавчины, масел и различных загрязнений; повышенное содержание углерода в основном и присадочном металле; большая скорость сварки, при которой не успевает произойти нормальное газовыделение и поры остаются в металле шва; высокая влажность электродных покрытий, флюса, сварка при сырой, влажной погоде. Шлаковые включения – это полости в металле сварного шва, заполненные шлаками, не успевшими всплыть на поверхность шва. Шлаковые включения образуются при завышенной скорости сварки, при загрязнении кромок деталей и при многослойной сварке, если плохо зачищены от шлака поверхности предыдущих швов, особенно между слоями. Размеры шлаковых включений могут достигать нескольких десятков миллиметров по длине шва. Форма их может быть весьма разнообразной, поэтому эти дефекты более опасны, чем поры. Некоторые виды дефектов приведены на рис. 115—117. Вольфрамовые включения появляются в металле шва при аргонодуговой сварке неплавящимся электродом, например, при сварке
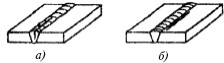
Рис. 115. Непровары в сварном шве: а – в корне одностороннего стыкового шва; б – по кромке между основным и наплавленным металлом; в – в корне двустороннего шва; г – между слоями сварного шва
Рис. 116. Расположение пор по сечению сварного шва
Рис. 117. Расположение шлаковых включений по сечению сварного шва
Контрольные вопросы: 1. От каких основных факторов зависит надежность сварных соединений в процессе эксплуатации? 2. По каким группам подразделяются дефекты? 3. Перечислите наружные дефекты. 4. Охарактеризуйте дефект подреза. Чем отличаются наплывы от подрезов? 5. Охарактеризуйте влияние прожогов и кратеров на качество сварного шва. 6. Каковы причины появления свищей? 7. В чем причины появления горячих трещин? 8. Расскажите о причинах появления холодных трещин. 9. Каковы причины появления непроваров и их характеристика? 10. Объясните причины появления пор и шлаковых включений. 11. В чем особенности влияния на прочность сварного шва оксидных пленок? Глава 2
|
||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 292; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.218.127.141 (0.056 с.) |