Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основные сведения о пассажирских тележкахСтр 1 из 5Следующая ⇒
Организация ремонта тележек пассажирских вагонов (Пояснительная записка содержит 52 листа формата А4, набранные 14-м кеглем) Содержание Введение …………………………………………………………………….3 1 Основные сведения о пассажирских тележках ……………………….. 4 2 Технология ремонта пассажирских тележек ………………………….. 27 3 Организация работ в тележечном участке …………………………… 34 4 Охрана труда и техника безопасности ………………………………….40 Заключение ………………………………………………………………….50 Список использованных источников ……………………………………...51 Введение
Транспорт является составной частью всех стадий производства продукции предприятий народного хозяйства. Немаловажную роль играет транспорт в развитии экономики страны, удовлетворяет потребности народного хозяйства и населения в перевозках. Ведущим видом в единой транспортной системе является железнодорожный транспорт. На его долю приходится более 37.5% грузооборота и 41,8 % пассажирооборота. Основными его преимуществами являются универсальность, большая провозная способность, регулярность перевозок в течение всего года, высокая скорость перемещения груза. Таким образом, многофункциональное и интенсивное использование вагонов железнодорожного транспорта требует их качественного технического обслуживания и ремонта квалификационными специалистами. Внедрение современных вагонов требует создания современной технической базы для их ремонта и обслуживания. В настоящее время вагонное хозяйство уже располагает широкой сетью предприятий для ремонта, технического обслуживания и экипировки пассажирских вагонов. Тележки являются ходовыми частями вагона, одним из важнейших узлов грузовых и пассажирских вагонов. От их технически - исправного состояния зависит безопасность движения составов по железным дорогам России, а значит здоровье и жизнь пассажиров. Развитие систем периодических ремонтов осуществляется на основе широкого внедрения поточных методов ремонта, как на сборочных участках, так и на участках, обеспечивающих ремонт и комплектовку основных узлов вагонов.
Основные сведения о пассажирских тележках Возможные неисправности пассажирских тележек и способы
Их устранения В процессе эксплуатации тележек типов ЦМВ, КВЗ-5 и КВЗ-ЦНИИ пассажирских вагонов выявлены некоторые неисправности, присущие всем типам независимо от вида вагона и его эксплуатации, к ним относятся: - нарушение прочности сварных швов и образование трещин в местах сварки и основном металле на концевых, продольных и поперечных балках рамы, надрессорных и подрессорных балках; - износ отверстий для валиков в кронштейнах мертвой точки, подвесках тормозных рычагов, башмаков и люлечных балок, в ушках тормозных траверс; изгиб и излом проушин кронштейнов; - повреждения и износы боковых и продольных скользунов, подпятников, цапф, роликовых подшипников, колесных пар; - изломы и просадки эллиптических рессор и спиральных пружин; износ хвостовиков шпинтонов, втулок и резиновых шайб буксового подвешивания; повреждения элементов подвешивания генератора. В процессе эксплуатации тележек типа КВЗ-ЦНИИ возникают неисправности: износ резьбы шпинтонов и ослабление их втулок, нарушение работы надбуксовых гасителей колебаний, ослабление крепления поводков из-за просадки и повреждений резиновых шайб пакетов, трещины тяги поводков, разработка вертикальных скользунов поперечной и продольной балки рамы. Неисправности тележек в эксплуатации вызываются следующими основными причинами: износом деталей, нарушением правил ремонта, сборки и регулировки узлов, просадкой и разрушением резиновых деталей, неисправностью автотормозов, конструктивными недостатками отдельных деталей и узлов тележки В рамах тележек иногда появляются трещины и нарушения сварных швов в концевых, поперечных и продольных балках, прогибы продольных тормозных балочек и выработка в кронштейнах для подвески тормозных устройств. Обнаруженные трещины засверливают по концам сверлом диаметром 10 мм и после разделки их кромок вырубкой под углом 55-60° заваривают электродами марки Э42 диаметром 4-5 мм при сварочном токе 160-180 А. На завариваемую трещину ставят усиливающую накладку толщиной 10-12 мм из листовой стали марки Ст.З. В шпинтонах тележек встречают износы цилиндрической части, резьбы хвостовика, местные износы конической части. Износ шпинтонов бывает нормальный и преждевременный. Нормальный износ возникает при правильной сборке и надлежащем содержании буксового узла в эксплуатации. В этом случае изнашивается в основном заплечник шпинтона (рисунок 3.1), взаимодействующий с втулкой 151.
1-поврежденная резьба; 2-износ цилиндрической поверхности; 3-износ галтели (заплечника); 4-трещина в основании шпинтона Рисунок 1.6 - Дефекты шпинтонов: а) шпинтон тележки КВЗ-ЦНИИ, б) шпинтон тележки КВЗ-5
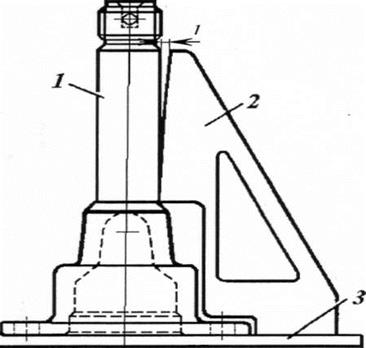
При равномерном износе по диаметру до 10 мм или одностороннем до 5 мм на сторону, цилиндрическую поверхность наплавляют с последующей ее механической обработкой. Если гайка шпинтона затянута недостаточно, при движении вагона происходит перемещение втулки относительно шпинтона, которое влечет за собой интенсивный износ цилиндрической части, заплечника и разработку резьбы хвостовика шпинтона. Галтели наплавляют до установленных чертежами размеров при толщине стенки в месте износа до 9 мм. При обнаружении усадочных раковин в любых местах галтелей шпинтон бракуется. Трещины в основании шпинтонов завариваются только после подогрева до 250-300 °С и последующего медленного охлаждения. Отремонтированные шпинтоны до установки на раму тележки проверяют на перпендикулярность их осей шаблонами в двух плоскостях под углом 90°. Перпендикулярность шпинтона относительно проверочной плиты 3 (рисунок 1.7) проверяют специальным угольником 2, малый катет которого прикладывают к плите, а большой к - цилиндрической поверхности шпинтона 1. Зазор между шпинтоном и угольником допускается не более 1 мм, что проверяется щупом 121.
1-шпинтон2-шаблон; 3-проверочная плита Рисунок 1.7 - Схема определения допустимого отклонения от перпендикулярности оси шпинтона относительно опорной плоскости.
Все шпинтоны на одной продольной балке рамы тележки должны иметь одинаковую высоту и находиться в одной плоскости. Проверка высоты и плоскости осуществляется с помощью специальной линейки, укладываемой на шпинтоны. Зазор между линейкой и цилиндрической частью шпинтона допускается не более 2 мм. Правильность положения на раме вновь установленных шпинтонов отремонтированных или новых проверяют измерением расстояний между шпин-тонами вдоль рамы, я так же расстояний между серединами межшпинтонного пространства вдоль, поперек и по диагонали (рисунок 1.8). Допускаются отклонения в размерах: при измерении вдоль оси тележки (L иL1) не более +5 мм при разности их не свыше 2 мм; поперек оси b и b1\ не более ±2 мм при разности не свыше 2 мм; по диагоналям (с ис1) не более +5 мм при разности не свыше 5 мм и между шпинтонами L2±1 мм. Перекосы шпинтонов устраняют постановкой не более двух клинообразных подкладок под их основание общей толщиной до 8 мм. Прокладки приваривают прерывистым швом и крепят не менее чем двумя болтами Рисунок 1.8 - Схема проверки правильности постановки шпинтонов на раме тележки
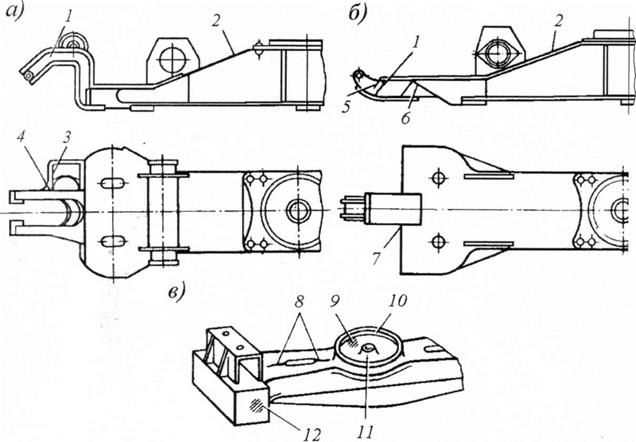
1 - излом кронштейна надрессорной балки; 2 - трещина в сварном шве надрессорной балки; 3 - трещина в сварном шве соединения кронштейна поводка с опорной плитой; 4 - трещина в сварном шве соединения опорной плиты с кронштейном надрессорной балки; 5 - трещина в ребре кронштейна; 6 - трещина в среднем листе; 7 - трещина в сварном шве кронштейна; 8 - трещины в верхнем поясе; 9 - наружной поверхности бурта; 10 - износ внутренней поверхности бурта; 11 - износ наружной поверхности внутри бурта; 12 - износ вертикальных скользунов Рисунок 1.9 - Дефекты надрессорной балки тележек
У надрессорных балок тележек КВЗ-5 и КВЗ-ЦНИИ можно заваривать трещины в любых местах кронштейнов для крепления гидравлических гасителей колебания, приваривать новые кронштейны, заваривать поврежденные сварные швы, разработанное отверстие под подпятник восстанавливается постановкой втулки с обязательной приваркой по периметру. У надрессорных балок тележек ЦМВ завариваются трещины суммарной длинной не более 250 мм только в верхнем поясе, трещина при этом не должна доходить до бурта подпятника. Сам подпятник при глубине износа опорной поверхности не более 7 мм, оставшейся толщине внутреннего бурта не менее 7 мм или наружного не менее 11 мм наплавляют с последующей механической обработкой до чертежных размеров. Вертикальные скользуны наплавляют, если износ не превышает 8 мм, горизонтальные скользуны при износе более 5 мм восстанавливают наплавкой с последующей механической обработкой. В надрессорных балках во время эксплуатации встречаются трещины у отверстий для укрепляющих болтов по концам и в средней части балки. Трещины и износы заваривают с постановкой усиливающих накладок. В процессе эксплуатации в люлечных подвесках (рисунок 1.10) изнашиваются: тяга, серьги, валики соединяющие тягу с серьгами и серьги с поддоном, опорные шайбы, опорный валик, подшипник, втулка тяги.
1-тяга;2-валик;3-серьга;4-опорная шайба; 5-втулка тяги; 6-опорный валик; 7-подшипник Рисунок 1.10 - Люлечная подвеска тележки типа КВЗ-ЦНИИ Верхний опорный валик изнашивается в середине, в месте контакта с тягой подвески и по концам в местах опоры на подшипник. Тяги наплавляют в среде углекислого газа сварочной проволокой марок Св-0,82С или Св-0,8Г2С с предварительным подогревом головки тяги. Люлечные балки с трещинами или надрывами не ремонтируют, их заменяют новыми. При износе поверхности шеек до 7 мм по диаметру наплавляют после предварительной проверки дефектоскопом при местном подогреве до 250-300°С с последующей механической обработкой. Люлечные подвески, пружины и валики при наличии трещин заменяют новыми. Валики подвески люлечной при наличии трещины заменяют новыми, при износе до 5 мм на сторону, валики восстанавливают наплавкой с предварительным подогревом до 250-300°С. После восстановления детали люлечного подвешивания испытываются на растяжение поверяются дефектоскопом.
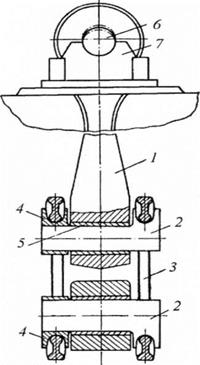
Предохранительные стержни центрального рессорного подвешивания, имеющие поврежденную резьбу, восстанавливают наплавкой с последующим нарезанием резьбы, проверкой дефектоскопом и испытанием на растяжение усилием 130 кН. Поводок тележки предназначен для упругого ограничения перемещений надрессорной балки в горизонтальной плоскости (рисунок 1.11). Он состоит из тяги, резиновых пакетов, тарелей, шайб и гаек. Длина поводка, зазоры между надрессорной и поперечными балками рамы регулируют при помощи гаек 1 и 5 за счет запаса резьбы на левой цапфе тяги. При установке поводков должна обеспечиваться расчетная затяжка резиновых пакетов путем сжатия каждого из них на величину 2-3 мм, что соответствует1/2-3/4 оборота гаек. При недостаточной первоначальной затяжке резиновых пакетов появляются остаточные деформации, которые приводят к образованию люфтов в шарнирах поводков, так же происходит изменение их внутреннего и наружного диаметра Наиболее часто встречаются радиальные трещины тарелей (рисунок 3.7) примыкающих к резиновым деталям. Наличие трещин ухудшает условия работы резиновых деталей и приводит к преждевременному выходу их из строя.
1-гайка; 2-резиновый пакет; 3-тарель; 4-шайба; 5-гайка; 6-тяга. Рисунок 1.11 - Направляющий поводок
Резиновые пакеты поводков, поврежденные и просевшие по высоте более чем на 5 мм каждый, заменяются новыми. Изношенная и поврежденная резьба тяги поводка восстанавливается наплавкой с последующей механической обработкой. Трещины в сварных швах кронштейнов крепления поводков вырубаются до чистого металла и заваривают. Нагрузка от кузова вагона передается на тележку КВЗ-ЦНИИ через боковые опорные нижние и верхние скользуны, расположенные на надрессорной балке тележки и шкворневой балке вагона. Боковые скользуны выполняют две функции: передают вертикальную нагрузку от кузова на тележку, а так же благодаря наличию сил трения между верхними и нижними скользунами противодействуют повороту тележки при ее извилистом движении (вилянии). Скользун, расположенный на надрессорной балке тележки, изготавливается из серого чугуна СЧ 23-40 или полимерной композиции КСГ. На верхней плоскости делаются две концевые выточки глубиной 3 мм, в которые закладываются противозадирная смазка. В процессе эксплуатации состояние опорных поверхностей скользунов изменяется, уменьшается наличие смазки, что приводит к сухому трению и появлению задиров, повышенному их износу.
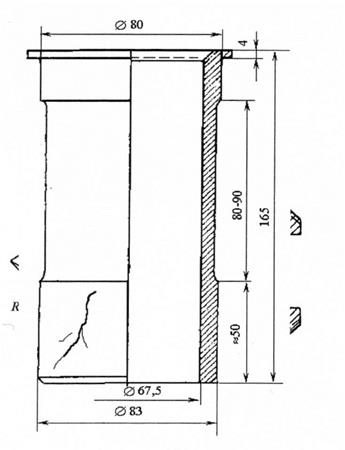
Металлические вкладыши торцевых скользунов тележек типа КВЗ-5 и КВЗ-ЦНИИ с износом более 3 мм ремонтируются наплавкой с последующим шлифованием поверхности до шероховатости Ra = 2,5 мкм. Металлические вкладыши боковых скользунов тележек КВЗ-5 имеющие износ восстанавливают наплавкой или заменяют новыми. Буксовый фрикционный гаситель колебания состоит из втулки, шести сухарей, двух колец и пружины, тарельчатой пружины и гайки (рисунок 1.4). Втулка с сухарем образует фрикционную пару. Втулка насаживается на хвостовик шпинтона, одним концом упирается в его галтель, а другим закрепляется с помощью корончатой гайки и тарельчатой пружины. В процессе колебаний вагона и рамы тележки на надбуксовых пружинах втулка вместе со шпинтоном, перемещаясь в вертикальном направлении относительно прижатых к ней сухарей, изнашивается по наружной цилиндрической поверхности (рисунок 1.13), так же происходит износ ее опорной поверхности и возможны появление изломов и тещин на поверхности втулки. По глубине вдоль образующей и по окружности втулка изнашивается неравномерно за счет различной величины силы прижатая к ней отдельных сухарей и состояния наклонных поверхностей сухарей и колец. Изношенные опорные поверхности при размерах более 086мм (КВЗ-ЦНИИ) и более 082 мм (КВЗ-5) и цилиндрические поверхности при размерах более 077мм (КВЗ-ЦНИИ) и более 073 мм (КВЗ-5) наплавляют порошковой проводкой ПП-ТН350 с предварительным нагревом втулки до температуры 250-300 °С, твердость наплавленного слоя HRC 45. Затем производят механическую обработку наплавленной поверхности до чертежных размеров.
Рисунок 1.13 - Характерный износ втулки
Между сухарями предусматриваются зазоры 7 мм, которые обеспечивают радиальное перемещение их по мере износа цилиндрической части втулки и сухарей. Вследствие горизонтальных и вертикальных перемещений сухарей относительно втулки происходит их износ по трем поверхностям: одной цилиндрической и двум коническим. Наибольший износ фрикционного клина происходит по цилиндрической поверхности а. В эксплуатации встречаются изломы сухарей, которые происходят в момент соударения с уступами, образовавшимися при износе фрикционной втулки. Изношенная цилиндрическая поверхность сухарей до 6 м, коническая до 4 мм, восстанавливается наплавкой порошковой проводкой ПП-ТН350. Откол торца клина допускается до 4 мм. В результате взаимодействия с конической поверхность сухарей кольца гасителя колебаний изнашиваются (рисунок 1.14,а).
Верхние и нижние кольца изнашиваются примерно с одинаковой интенсивностью, их износ контролируется шаблоном (рисунок 1.14, б). Так же в кольце в процессе эксплуатации могут появляться трещины. Износ конической части кольца наплавляется при износе не более 4 мм. Наплавку производят порошковой проволокой ПП-ТН350. Имеются случаи повреждения резиновых колец, на которые опираются регулировочные диски и нижние кольца фрикционного гасителя колебания. К ним относятся износ, изменение толщины, появление трещин. Амортизатор толщиной менее 33 мм и при толщине бурта менее 6 мм заменяют новым.
При сборке фрикционных гасителей, клинья подбирают комплектно по 6 штук в приспособление показанное на рисунке 1.15. Зазор между верхним нажимным кольцом приспособления и конической поверхностью не должен превышать 0,5 мм 151.
1-нижнее кольцо; 2-верхнее кольцо; 3-втулка Рисунок 1.15- Приспособление для комплектации клиньев буксового гасителя
Гидравлические гасители колебаний подвергают ревизии и ремонту с разборкой. Наиболее часто в гидравлических гасителях колебаний выходят из строя верхние и нижние клапаны, резьбовое соединение, крепление монтажной гайки, повреждающиеся резиновые уплотнения, поршневые кольца сварные швы, на рабочих поверхностях клапанов появляются задиры. Неисправные клапаны, резиновые прокладки и поршневые кольца заменяют новыми, резьбовые соединения восстанавливают. Следы коррозии зачищают с последующей притиркой сопряженных поверхностей тарелок и седел клапанов, изношенные поверхности штока, верхний и нижней головок наплавляют. По окончании ремонта гидравлический гаситель колебаний собирают, заливают в него 0,9 кг приборного масла МВП и испытывают на специальном стенде со снятием рабочей характеристики. Под действием динамических нагрузок в элементах рессорного подвешивания могут появиться различные износы и неисправности. Происходит износ опорных поверхностей пружин, хомутов рессор. Изнашиваются соприкасающиеся поверхности наконечников эллиптических рессор. Характерными неисправностями пружин являются их просадка, излом, трещина. При ремонте пружины нагревают в специальной печи до 800 920°С, а затем подвергают правке - раздвигают витки так, что бы зазор между ними (шаг) был одинаковым в пределах установленных допусков 121.
Планирование работы тележечного участка Исходя из годового плана, устанавливается план ремонта вагонов на квартал и месяц. Согласно плана-графика, разрабатываемого заместителем начальника депо по ремонту, согласовав его со старшим мастером производственного участка по ремонту вагонов, производят постановку вагонов в ремонт на сутки по тинам. Исходя из суточного плана постановки в ремонт, старший мастер производственного участка по ремонту тележек планирует на сутки программу ремонта тележек по типам.
Метеорологические условия В холодное время года источником, нарушающим допустимые значения параметров микроклимата в тележечном участке, является наружный воздух. Во время поднятия дверей вагоносборочного цеха, при перемещении вагонов с одной ремонтной позиции на другую, происходит проникновение холодного воздуха в вагоносборочный цех и смежные с ним производственные помещения. В теплое время года существенно повышает температуру рабочей среды работающее электрооборудование и установка для обмывки тележек. Работа, выполняемая на тележечном участке слесарями подвижного состава, относится к категории средней тяжести - 26 (работы, связанные с ходьбой, перемещением и переносом тяжестей до 10 кг и сопровождающиеся умеренным физическим напряжением). Показатели микроклимата для этой категории работ приведены в таблице 5.1 согласно ГОСТ 12.1.003-88 (1).
Таблица 4.1 - Показатели микроклимата в рабочей зоне производственных процессов помещений
Чтобы параметры микроклимата соответствовали нормам (таблица 5.1) боковые окна и световой фонарь в тележечном участке имеют створные переплеты, для естественной вентиляции в теплый период года. В холодный период года для поддержания нормальных значений температуры служат батареи центрального парового отопления.
Вредные вещества В тележечном участке при обмывке тележек в моечной машине нагретым раствором каустической воды выделяются пары щелочного аэрозоля. Во время сварочных работ в рабочую зону поступают следующие вредные вещества: аэрозоль сварочный, марганец, окислы азота, окись углерода. Во время слесарных работ в рабочую зону попадает пыль различного характера. Предельно-допустимые концентрации вредных веществ в тележечном участке определены в соответствии с ГОСТ 18.1.005-88, таблица 4.2.
Таблица 4.2- Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны.
Для уменьшения количества вредных веществ в воздухе рабочей зоны и улучшения санитарно-гигиенических условий работы сварщика, его рабочее место располагается в специальной кабине, оборудованной местной вытяжной вентиляцией. Для соблюдения предельно допустимых концентраций щелочного аэрозоля моечная машина оборудована местной вытяжной вентиляцией, пуск которой блокируется пуском машины.
Шум и вибрация Источниками шума в тележечном участке являются: пневматический инструмент, кран-балка, моечная установка, поворотные круги, сварочное оборудование, слесарный инструмент. Шум, возникающий в тележечном участке, не постоянный по продолжительности и по уровню звукового давления. Интенсивное повышение уровня шумового фона отмечается: при ручной разборке центрального и буксового рессорного подвешивания на тележке и его смене, при выкатке колесных пар из-под рамы тележки и подкатке их, а так же подъемно-транспортный механизм - кран-балка. Допустимые уровни шума для тележечного участка установлены согласно ГОСТ 12.1.003-83 и приведены в таблице 5.3.
Таблица 5.3 - Допустимые уровни шума для тележечного участка
Для уменьшения уровня шума в тележечном участке моечная машина расположена в отдельном помещении от производственного помещения участка. Для уменьшения шума местная вытяжная вентиляция устроена таким образом, что вентилятор находится на крыше помещения.
Освещенность Естественное освещение в тележечном участке предусмотрено через световые фонари в перекрытии, а так же окна в наружной стене. Нормы естественного освещения тележечного участка приведены в таблице 5.4 согласно.
Таблица 5.4 - Нормы естественного освещения рабочих мест на тележечном участке
В темное время суток рабочие поверхности освещаются искусственным светом. Нормы искусственного освещения рабочих мест для тележечного участка приведены в таблице 5.5, определенные согласно.
Таблица 5.5 - Нормы искусственного освещения рабочих мест на тележечном участке.
Для наиболее благоприятных условий труда естественное освещение в тележечном участке обеспечивается через окна в наружной стене и световые фонари на крыше. Для искусственного освещения применяются люминесцентные лампы расположенные на потолке производственного помещения. В местах наиболее точной зрительной работы предусмотрено местное освещение с использованием ламп накаливания.
Излучения Горение сварочной дуги сопровождается ярким световым, а также невидимым ультрафиолетовым и инфракрасным излучением. Видимые лучи производят ослепляющее действие, поражая слизистую оболочку глаза. Ультрафиолетовые лучи оказывают наибольшее влияние кожу и глаза человека, инфракрасные (тепловые) вызывают ожоги Средства защиты, в тележечном участке используемые для защиты от излучения: - защитные маски и щитки; - брезентовая одежда; - подручные рабочие обеспечены защитными очками. Места проведения работ ограждаются щитами высотой 1,8 м, покрашенными в темный свет (допускается использование брезента). Сварщик предупреждает подручных перед возбуждением дуги. При сварке в местах не огражденных устанавливается табличка «Не смотри на горящую дугу». При поражении глаз следует немедленно обратиться в медпункт. Опасность механического травмирования. Источниками возможного травмирования рабочих являются движущееся оборудование и его части. Для предотвращения механического травмирования в тележечном участке предусмотрены различные меры. Для защиты от попадания под движущуюся часть поворотного круга, на нем установлено защитное резиновое уплотнение, в виде кольца. Пресс для испытания пружин имеет защитное ограждение, для того чтобы во время испытания пружины защитить рабочего от возможного выскакивания пружины. Заточно-шлифовальное оборудование оснащено защитным экраном и кожухом для предотвращения попадания пыли на рабочего. Оборудование на участке размещается таким образом, чтобы не загромождать проходы, расстояние между отдельными станками и оборудованием не менее 0,3 метров. Кран-балка с эклектическим приводом оборудована выключателем для автоматической остановки механизма подъема груза и передвижения крана при подходе к упорам. Для предотвращения падения груза предусмотрены на кран-балке ограничители грузоподъемности. Персонал тележечного участка, работающий с кран-балкой, пользуется защитной каской.
Электробезопасность. В тележечном участке для электроустановок используется сеть с глухо-заземленной нейтралью, напряжение в сети 380/220 В, частота переменного тока 50Гц. Поражение электрическим током может произойти при пробое изоляции, если человек дотронется до нетоковедущих частей оборудования находящегося под напряжением открытой частью тела, а также при нарушении электрической цепи, электрифицированного оборудования и инструмента. В тележечном участке, для того, чтобы не произошло поражения электрическим током рабочего, все нетоковедущие части электрооборудования за-нуляются (электродвигатель моечной машины, электро-гайковерты, электродвигатель кран-балки, кантователь рамы тележки) рисунок 5.1
Рисунок 5.1- Схема защитного зануления электрооборудования.
Основными причинами пожаров и взрывов на тележечном участке являются неосторожное обращение с огнем, искры при выполнении сварочно-наплавочных работ, горюче-смазочные вещества, а также технические неисправности электрооборудования. Для предотвращения пожаров на тележечном участке имеются огнетушители и противопожарные стенды, ящики с песком. Противопожарный стенд оснащен: ведрами, лопатами, багром, топором. Охрана окружающей среды. К факторам неблагоприятного воздействия пассажирского депо на окружающую среду относятся выбросы вредных веществ в атмосферный воздух через вытяжную вентиляцию производственных помещений. Большое количество поверхностно-активных веществ, нитратов, нефтяных продуктов и других вредных веществ содержат сточные воды депо. Загрязненные сточные воды образуются в процессе обмывки кузовов вагонов, тележек и других узлов вагона. Для снижения загрязнения атмосферного воздуха вредной пылью, газами, используется гидроциклон, орошаемый скруббер. Для уменьшения загрязнения сточных вод используется оборотная система водоснабжения для технического использования.
Чрезвычайные ситуации В соответствии с законом «О защите населения и территорий от чрезвычайных ситуаций природного и техногенного характера», в России функционирует единая государственная система предупреждения и ликвидации стихийных бедствий. Предупреждение и ликвидация чрезвычайных ситуаций, вызываемых крушениями, авариями поездов, природными и экологическими бедствиями на железнодорожном транспорте возложена на функциональную подсистему железнодорожного транспорта - железнодорожную транспортную систему предупреждения и ликвидации чрезвычайных ситуаций. Основной задачей железнодорожной транспортной системы предупреждения и ликвидации чрезвычайных ситуаций на предприятие в частности в тележечном участке является обеспечение готовности к действиям органов управления (непрерывного обучения и повышения квалификации в области аварий работников отделения) сил и средств (пожарная и аварийно-спасательная команда, а также добровольная аварийно-спасательная команда). В случае недостаточности сил и средств для ликвидации возникших чрезвычайных ситуаций по обращению начальника дороги могут быть привлечены в установленном порядке силы и средства Министерства по чрезвычайным ситуациям России.
Заключение
Определены основные неисправности и методы их устранения пассажирских тележек типа КВЗ-ЦНИИ и КВЗ-5. В результате спроектированного производственного участка по ремонту тележек типа КВЗ-ЦНИИ определены его основные параметры и следующие участки ремонта тележек: обмывки, ремонт тележек, магнитного испытания и испытания на растяжение деталей, участок комплектовки пружин и испытания рессор, ремонт и комплектовка рычажных передач, участок ремонта и комплектовки подвесок тормозных башмаков с башмаками и колодками. Организация ремонта тележек пассажирских вагонов (Пояснительная записка содержит 52 листа формата А4, набранные 14-м кеглем) Содержание Введение …………………………………………………………………….3 1 Основные сведения о пассажирских тележках ……………………….. 4 2 Технология ремонта пассажирских тележек ………………………….. 27 3 Организация работ в тележечном участке …………………………… 34 4 Охрана труда и техника безопасности ………………………………….40 Заключение ………………………………………………………………….50 Список использованных источников ……………………………………...51 Введение
Транспорт является составной частью всех стадий производства продукции предприятий народного хозяйства. Немаловажную роль играет транспорт в развитии экономики страны, удовлетворяет потребности народного хозяйства и населения в перевозках. Ведущим видом в единой транспортной системе является железнодорожный транспорт. На его долю приходится более 37.5% грузооборота и 41,8 % пассажирооборота. Основными его преимуществами являются универсальность, большая провозная способность, регулярность перевозок в течение всего года, высокая скорость перемещения груза. Таким образом, многофункциональное и интенсивное использование вагонов железнодорожного транспорта требует их качественного технического обслуживания и ремонта квалификационными специалистами. Внедрение современных вагонов требует создания современной технической базы для их ремонта и обслуживания. В настоящее время вагонное хозяйство уже располагает широкой сетью предприятий для ремонта, технического обслуживания и экипировки пассажирских вагонов. Тележки являются ходовыми частями вагона, одним из важнейших узлов грузовых и пассажирских вагонов. От их технически - исправного состояния зависит безопасность движения составов по железным дорогам России, а значит здоровье и жизнь пассажиров. Развитие систем периодических ремонтов осуществляется на основе широкого внедрения поточных методов ремонта, как на сборочных участках, так и на участках, обеспечивающих ремонт и комплектовку основных узлов вагонов.
Основные сведения о пассажирских тележках
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2019-05-20; просмотров: 914; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.190.144 (0.155 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||