
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
С коническим хвостовиком (ГОСТ 16087-70)
Контрольные вопросы
1) Что является основными причинами разбивки отверстия? 2) В чем состоит отличие цилиндрического зенкера от спирального сверла? 3) Назовите преимущества разверток сборной конструкции.
ФРЕЗЫ
Фрезерование является распространенным видом механической обработки плоских и криволинейных поверхностей, пазов и уступов. Обработка ведется многолезвийным инструментом – фрезой. Фреза представляет собой тело вращения, у которого режущие зубья расположены на цилиндрической или торцовой поверхности. В соответствии с этим признаком фрезы бывают цилиндрическими или торцовыми, а выполняемая ими обработка – цилиндрическое или торцовое фрезерование. Помимо этого существуют также концевые, дисковые, прорезные и отрезные фрезы, фрезы для обработки пазов, уступов и фасонных поверхностей. Главное движение резания (вращательное) придается фрезе, движение подачи – обрабатываемой детали, но в некоторых случаях подаваться может инструмент. Движение подачи чаще всего является поступательным, но также может быть вращательным или сложным. Процесс фрезерования отличается от других процессов резания тем, что каждый зуб фрезы за один ее оборот находится в работе относительно малый промежуток времени. Большую часть оборота зуб фрезы проходит, не производя резания. При этом он охлаждается, что благоприятно сказывается на стойкости фрезы.
Геометрические параметры зуба
Известно, что геометрическая форма зуба фрезы оказывает большое влияние на износостойкость и работоспособность инструмента. Если форма зуба выбрана правильно, фреза работает быстро, спокойно, без частых переточек. Поэтому необходимо знать все элементы зуба фрезы и представлять, какими должны быть углы заточки фрезы в зависимости от способа фрезерования. Каждый зуб фрезы представляет собой простейший инструмент – резец. Следовательно, конструктивные и геометрические параметры зубьев аналогичны резцам. Взаимное расположение поверхностей зуба фрезы и их положение по отношению к поверхностям заготовки определяют геометрические элементы: передний угол γ, главный задний угол α, угол заострения β, угол резания δ и другие. Данные углы имеют важное значение для правильной и эффективной работы инструмента, поэтому они тщательно выдерживаются при заточке и дальнейших переточках фрезы.
Зуб фрезы имеет несколько поверхностей (рисунок 55): передняя поверхность 1, главная режущая кромка 2, главная задняя поверхность 3, вспомогательная задняя поверхность 4, спинка зуба 5, канавка 6. Форма зубьев и впадин должна обеспечивать прочность зубьев, получение достаточного пространства для размещения стружки, гарантировать лучший отвод стружки из зоны резания и допускать максимально возможное количество переточек.
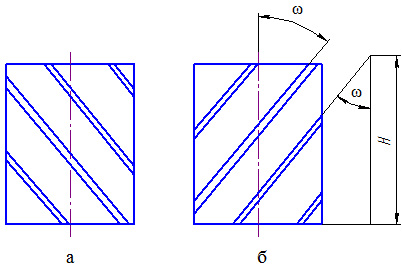
Рисунок 55 – Геометрические элементы режущих зубьев фрезы Выжными геометрическими характеристиками фрезы, помимо углов заточки, являются высота зуба h, радиус дна канавки r и ширина ленточки f. Канавка между соседними зубьями служит для отвода стружки. Она ограничена передней поверхностью одного зуба и спинкой соседнего. Канавки делают прямые и винтовые. Прямая канавка параллельна оси фрезы. Винтовая канавка располагается по винтовой линии.На рисунке 56 показано образование винтовой линии. Если воображаемый гибкий треугольник АВС навернуть на цилиндр так, чтобы катет АВ = πD совпал с основанием цилиндра диаметром D, тогда гипотенуза АС образует на цилиндре винтовую линию левую (рисунок 56, а) или правую (рисунок 56, б). Шагом H винтовой линии называется высота ее подъема за один оборот вокруг цилиндра.
Рисунок 56 – Схема образования винтовой линии Угол ω называется углом наклона винтовой линии, а угол β – углом подъема винтовой линии. Эти углы, как видно из рисунка 56, связаны между собой соотношением ω = 90° – β. Канавка винтовая левая (рисунок 57, а) – канавка, направленная по винтовой линии с подъемом справа налево. Канавка винтовая правая (рисунок 57, б) – канавка, направленная по винтовой линии с подъемом слева вверх направо.
Рисунок 57 – Направление винтовых канавок
Шаг винтовой канавки H – расстояние между двумя последовательными точками на режущей кромке фрезы, лежащими на одной образующей цилиндрической поверхности.
Классификация фрез
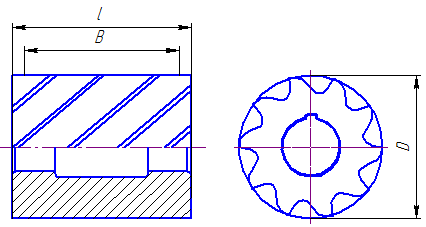
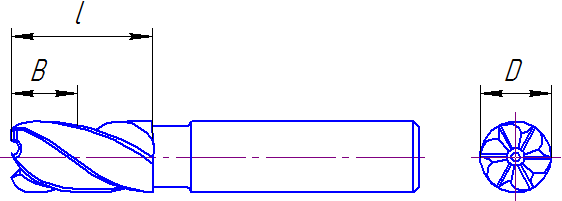
Цилиндрические фрезы (рисунок 58, а) предназначены для установки на горизонтально-фрезерных станках при обработке плоских поверхностей шириной до 120 мм при условии, что ширина B обрабатываемой поверхности на заготовке на 5-6 мм меньше длины l рабочей части фрезы. Цилиндрические фрезы имеют центральное базовое отверстие со шпоночной канавкой. Надетые на оправку станка цилиндрические фрезы зажимаются между кольцами с помощью затяжной гайки. Концевые фрезы (рисунок 58, б) предназначены для обработки открытых пазов и копировально-фрезерной обработки стенок замкнутых профильных углублений и отверстий в плоских заготовках. Концевые фрезы устанавливаются, в основном, на вертикально-фрезерных станках, но могут быть использованы и на горизонтально-фрезерных. Концевые фрезы имеют наружный диаметр D рабочей части от 3 до 50 мм. Присоединительная часть концевых фрез диаметром D < 14 мм цилиндрическая, а фрез диаметром D > 20 мм – коническая. В диапазоне D от 14 до 20 мм присоединительная часть может быть выполнена как цилиндрической, так и конической. Основным рабочим участком режущей части концевой фрезы является цилиндрический участок длиной l, которым обрабатывается поверхностью заготовки шириной B (B < l), а также часть торцевой поверхности, на которой имеются режущие зубья.
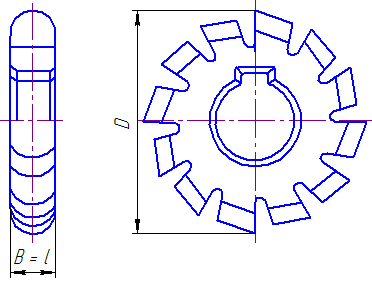
Торцовые фрезы (рисунок 58, в) предназначены для чернового и чистового фрезерования плоских поверхностей корпусных деталей. Обрабатываемые поверхности могут лежать как в одной, так и разных по высоте плоскостях. Диаметральный размер торцовых фрез может составлять от нескольких десятков до 500-600 мм. Торцовыми фрезами больших диаметров за один проход можно обрабатывать заготовки шириной до 500 мм. Применяются торцовые фрезы на мощных продольных, горизонтально- и вертикально-фрезерных станках, а также на агрегатных станках. Торцовыми фрезами различных конструкций и размеров комплектуются магазины инструментов станков с ЧПУ и обрабатывающих центров. В зависимости от конструкции фрезы ее крепление на станке может осуществляться несколькими способами: - фрезы с коническим хвостовиком, которые наиболее часто применяют на станках с ЧПУ и обрабатывающих центрах, устанавливают непосредственно в коническое отверстие шпинделя; - фрезы, имеющие широкие пазы на тыльной торцовой поверхности, крепятся на шпинделе с помощью шомпола и гайки. При этом шипы фланца шпинделя входят в пазы фрезы; - фрезы со шпоночным пазом в центральном отверстии закрепляются на оправке с помощью шпоночного соединения; - фрезы с центрирующей выточкой крепятся к фланцу шпинделя четырьмя винтами. Дисковые фрезы (рисунок 58, г) предназначены для обработки относительно неглубоких пазов и канавок различного назначения шириной B равной 6-16 мм. Они имеют диаметр D = 60…110 мм и цилиндрические базовые отверстия для крепления на оправке. Режущие зубья дисковых фрез выполняются на внешней цилиндрической поверхности. Режущие зубья могут располагаться не только на цилиндрической поверхности, но и на одном (двухсторонние) или на обоих (трехсторонние) торцах. Отрезные фрезы (рисунок 58, д) предназначены для разрезки сортового проката на мерные заготовки на горизонтально-фрезерных станках. Отрезные фрезы имеют рабочий диаметр D= 60…200 мм и ширину B= 1…5 мм.
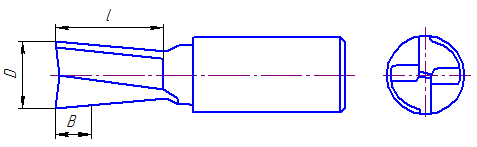
Прорезные (шлицевые) фрезы (рисунок 58, е) предназначены для фрезерования узких щелей и шлицев в головках винтов и шурупов. Прорезные фрезы имеют диаметры D= 40…75 мм и ширину В= 0,2…5 мм. Шпоночные фрезы (рисунок 59, а) применяются для фрезерования шпоночных канавок. Стандартные шпоночные фрезы изготавливаются диаметром D= 3…40 мм и устанавливаются на вертикально- и горизонтально-фрезерных станках.
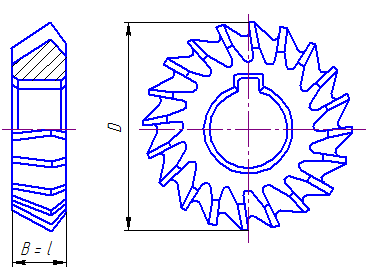
Угловые фрезы (рисунок 59, б) предназначены для фрезерования профильных угловых канавок, как правило, в инструментальном производстве. Угловые фрезы имеют диаметры D= 35…90 мм. Их применяют на универсально-фрезерных станках. Фасонные фрезы имеют различный профиль лезвий. В качестве примера фреза с выпуклым полукруглым профилем лезвия показана на рисунке 59, в. Данные фрезы предназначены для фрезерования канавок и выступов фасонного профиля. Они имеют диаметры D= 45…90 мм. Применяются фасонные фрезы преимущественно на горизонтально-фрезерных станках.
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2019-04-30; просмотров: 382; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.107.241 (0.01 с.) |



 а
а
 г
г
 б
б
 д
д
 в
в
 е
е
 а
а
 в
в
 б
б



