Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Крепежные детали и стопорящие устройства
Наибольшее распространение среди резьбовых деталей получили крепежные болты, винты, шпильки, гайки. Под болтом или винтом понимают стержень с головкой и одним резьбовым концом. Шпилька имеет два резьбовых конца. Гайка – это деталь с резьбовым отверстием. С помощью этих деталей образуют разъемные соединения болтом, винтом и шпилькой в разнообразных конструкциях. Тип соединения определяется прочностью материалов соединяемых деталей, частотой сборки и разборки соединений в эксплуатации, а также особенностями конструкции и технологии изготовления соединяемых деталей. Для предохранения повреждений поверхностей соединяемых деталей при завинчивании и увеличения опорной поверхности гайки используют шайбы. При статических нагрузках самоотвинчивание резьбовых деталей не наблюдается, так как все крепежные резьбы выполняются самотормозящимися (явление самоотвинчивания не должно наблюдаться). При динамических и вибрационных нагрузках может произойти самоотвинчивание гаек и винтов. Для предотвращения самоотвинчивания резьбовых деталей применяют различные средства стопорения. Основные из них – контргайки, пружинные шайбы, стопорные шайбы, шплинты. Если не требуется разборка соединения, гайки устанавливают наклеп, производят кернение, расклепывание и приварку. Штифты, винты, упругие контргайки, проволока также могут выполнять функции стопорения. Болты, винты, шпильки и гайки изготавливают из мало- и среднеуглеродистых сталей Ст 3 кп, Ст 5, 10, 10 кп, 15, 20, 30, 45 и др. В ответственных случаях (ударные нагрузки, высокие температуры) применяют легированные стали 40Х, З8ХА, ЗОХГСА, 35ХГСА, 40ХН2МА и др., а также титановые сплавы (резьбовые детали из титановых сплавов по сравнению со стальными имеют повышенную прочность и примерно в два раза легче). Пружинные шайбы изготавливают из рессорно-пружинных сталей 65, 70, 75, 65Г. Гайки изготавливают из стали Ст 3. Механические характеристики материалов крепежных деталей нормированы ГОСТ 1759-82. Для стальных болтов, винтов и шпилек предусмотрено 12, а для гаек - 7 классов прочности и соответствующие им марки сталей. 2 6.5.2. Резьба и ее параметры Резьба является основным элементом резьбового соединения. Резьба образует выступы по винтовой линии на поверхности винта и гайки (наружная и внутренняя). Может изготавливаться на цилиндрической (цилиндрическая резьба) и конической (коническая резьба) поверхностях заготовки. Бывает правая, если винтовая линия направлена вверх слева направо, и левая при направлении ее вверх права налево. Наиболее применяемые правые резьбы. Если на поверхность детали наносится один винтовой выступ, резьбу называют однозаходной. Применяют также многозаходные резьбы.
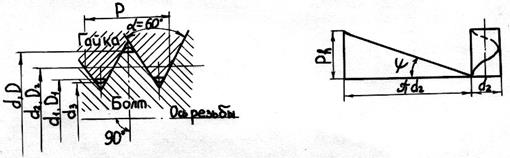
Основные параметры цилиндрической резьбы (рис.26.17): d, D– наружные диаметры соответственно болта и гайки; d1, D1;d2, D2 – внутренние и средние диаметры резьбы; d3 – внутренний диаметр болта по дну впадины; Р – шаг (расстояние между одноименными сторонами двух смежных профилей);
Рис. 26.17 Рис. 26.18 По форме профиля крепежные резьбы бывают треугольные и круглые; резьбы винтовых механизмов (ходовые резьбы) – трапецеидальные, упорные, прямоугольные. Метрическая резьба (ГОСТ 24705-81) – основной вид резьбы крепежных деталей (см. рис. 26.17). Бывает с крупным и мелким шагом, но чаще выполняют наиболее износостойкую и технологичную резьбу с крупным шагом. Дюймовая резьба подобна метрической (α = 55°, у метрической α= 60°). Трубные резьбы (цилиндрическая и коническая) служат для соединения труб и арматуры. Трапецеидальная резьба технологична, отличается высокой прочностью витков и является основной для винтовых механизмов. Упорная резьба имеет несимметричный профиль витков и выполняется на винтах, воспринимающих значительную одностороннюю нагрузку. Прямоугольная резьба сложна в изготовлении и применяется редко. Геометрические параметры резьб (кроме прямоугольной) и их допуски стандартизованы. Резьбу получают методом резания, накатыванием, литьем и прессованием.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-21; просмотров: 228; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.206.169 (0.004 с.) |
 – угол подъема резьбы, т.е. угол развертки винтовой линии по среднему диаметру резьбы:
– угол подъема резьбы, т.е. угол развертки винтовой линии по среднему диаметру резьбы:  ;Ph – ход резьбы (осевое перемещение гайки за один оборот): для однозаходной резьбы Рh=Р, для многозаходной – Ph=n·P, где n – число заходов резьбы (рис. 26.18).
;Ph – ход резьбы (осевое перемещение гайки за один оборот): для однозаходной резьбы Рh=Р, для многозаходной – Ph=n·P, где n – число заходов резьбы (рис. 26.18).