Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методические указания к практическому занятию №22Содержание книги
Поиск на нашем сайте
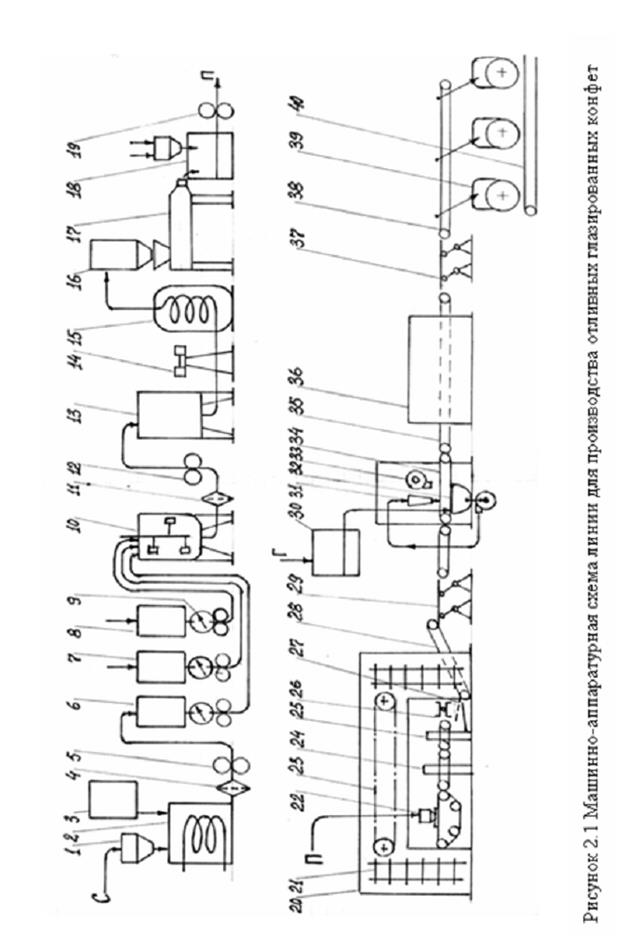
Тема: Изучение машинно-аппаратурной схемы для производства глазированных помадных конфет Количество часов: 2 ч Цель: изучить последовательность выполнения технологических операций по производству помадных глазированных конфет и перечень используемого при этом технологического оборудования. Задание: 1. Ознакомиться с последовательностью выполнения технологических операций по производству помадных глазированных конфет 2. Ознакомиться с оборудованием, которое при этом используется Выводы Методические указания к выполнению Машинно-аппаратурная схема линии производства Отливных сортов конфет Конфеты – это кондитерские изделия преимущественно мягкой консистенции, изготовляемые на основе сахара. Ассортимент производимых конфет очень широк. В данной работе рассмотрим производство конфет с помадными корпусами снаружи глазированные шоколадной глазурью. Сырьем для производства этих конфет являются: сахар, патока, сгущенное молоко, шоколадная глазурь, вспомо-гательным сырьем является крахмал. Производство конфет имеет большое количество технологических операций. Здесь отметим только основные операции по производству глазированных помадных конфет. Это: приготовление помадной массы и ее отливка в отформованные ячейки, т.е. получение помадных корпусов конфет, выстойка корпусов, затем глазирование, охлаждение и завертывание. Производство помадных глазированных конфет обычно выполняют на по-точно-механизированных линиях с ускоренной выстойкой корпусов и завертыванием конфет на автоматах. Машинно-аппаратурная схема линии производства отливных сортов конфет (рисунок 2.1). Приготовление сахарного сиропа производится периодически в диссуторе 2. Сахар-песок пропускают через просеиватель П2-П, нория поднимает сахар на этаж, где установлена сироповарочная станция. Ленточным конвейером сахар подают в дозатор Ш2-ХДА (1). Отмеренная масса сахара поступает в диссутор 2. В диссуторе объемным мерником 3 дозируют воду. Диссутор имеет змеевик и барбатер. При подаче пара в барбатер и змеевик сахар растворяется в сироп с содержанием сухих веществ, примерно 80%. Полученный сахарный сироп через фильтр 4 шестеренным насосом ШНК-18 (5) перекачива-ется в сборник 6 сахарного сиропа. Для приготовления смеси помадной массы согласно рецептуры надо подать дозированно в смеситель 10 сироп, патоку и сгущенное молоко. Они дозируются продолжительностью работы шестеренных насосов ШНК-18,5 (без №), при этом дозу контролируют объемными счетчиками 9. Смесь в смесителе 10 равномерно перемешивается, за-тем через фильтр 11 шестеренным насосом ШНК-18,5 (12) перекачивается в промежуточную емкость 13. Далее смесь плунжерным насосом М-193 (14) дозированно нагнетается в змеевиковый вакуум-аппарат33-А(15), где происходит уваривание смеси до концентрации сухих веществ 88-90%. В выпарной части ЗВА (16) происходит отделение и удаление вторичного пара. Уваренная смесь поступает в воронку помадовзбивальной машины ШАЕ-800 (17), где она взбивается, охлаждается, кристаллизируется и переваривается в помаду. Температура помады на выходе из машины 65-68ºС. Помадная масса сливается в темперирующую машину LТS-6 (18). Туда же из объемного дозатора Ш2-ХДБ (без №) дозируются красящие и ароматизирующие жидкости. Темперирующая машина смесь равномерно перемешивает и поддерживает температуру на заданном уровне. Готовая помадная маса «П»-шестеренным насосом 19 перекачивается в воронку 22 конфетоотливочной машины Гелиос-261. Эта машина имеет дозатор с поршнями и золотниковый переключатель. Конвейер машины передвигает лоток со штампованными ячейками под насадки дозирующего устройства и дозатор производит отливку помад для образования корпусов конфет. Дозатор и конвейер движения лотков работают поочередно и пульсирующе, таким образом заполняются все ряды в лотке. Заполненный лоток с корпусами конфет поступает на полки вертикального цепного конвейера 21 установки К-52Д (20) для ускоренной выстойки конфет. Левая вертикальная часть установки поднимает лотки с корпусами конфет наверх. В верхней части лотки пересаживаются на люльки горизонтального конвейера 23 и передвигаются направо. Затем лотки пересаживаются на полки правого вертикального конвейера и опускаются вниз. При прохождении лотков внутри установки К-52Д корпуса конфет охлаждаются воздухом при t = 4-12ºС в течение 32-38 минут. Корпуса конфет затвердевают. Лотки с затвердевшими конфетами из правого вертикального конвейера поступают в механизм поворота лотков 26. Крахмал и конфеты высыпаются на сито 27, крахмал просеивается вниз и по лотку поступает в машину 25 заполнения лотков крахмалом. В лоток, который поступил после полного поворота из механизма 26 в заполнитель 25, насыпается крахмал и его поверхность выравнивается. Лоток с крахмалом продвигается дальше и поступает в штампующую машину 24. При опускании штампа в крахмал в нем образуются несколько рядов гнезд, соответствующих по форме и размерам корпусу конфет. Дальше лоток с гнездами продвигается под насадки отливочной машины Гелиос-261 (поз. 22). Под насадками лоток движется пульсирующе с шагом соответствующим шагу между рядами гнезд. Число гнезд в ряду соответствует числу насадок в отливочной машине 22. Корпуса конфет на сите 27 отделяются от крахмала, конвейером 28 корпуса конфет выносятся на вибростол 29, где они раскладываются на параллельные ряды. Ширина рядов должна соответствовать длине воронки 31. Корпуса конфет параллельными рядами конвейе-ром (без №) подаются на сетчатый конвейер 34 глазировочной машины. Готовая шоколадная глазурь по трубе поступает в темперирующую машину LТS-6 (поз. 30). Откуда самотеком поступает в сборник 32 неиспользованной глазури. Из сборника глазурь насосом (без №) перекачивается в воронку 31 глазировочной машины. Качество глазури на конфете, ее толщина определяются вязкостью, т.е. температурой. Поэтому глазурь в глазировочной машине несколько раз темперируется. В воронке 31 перед глазированием шоколадная гла-зурь должна иметь t = 30-32ºС. Длина воронки соответствует ширине рядов конфет на сетчатом конвейере 34. Из воронки выливается тонкая завеса шоколадной глазури. При прохождении корпусов конфет через завесу они покрываются шоколадной глазурью. Излишек глазури с поверхности конфет сдувается воздухом, подаваемым вентилятором 33. Конфеты, покрытые глазурью несколькими рядами конвейером 35 передаются в охлаждающей агрегат АОК-2 (поз. 36). После охлаждения параллельные ряды конфет еще раз упорядочивается вибростолом 37 и 79 передаются на широкий ленточный раздаточный конвейер38. Откуда первый правый ряд конфет снимается плужком и поступает на заверты-вание в первый автомат ЕЦ-3 (поз. 39). Второй ряд конфет поступает во второй автомат завертывания и т.д. Завернутые конфеты стекают в транспортер 40 для сбора конфет, затем подъемным транспортером подаются в бункер весов. Автоматические весы «Сигнал» отмеривают заданную массу конфет и высыпают в подставленную коробку. Коробка проходит через машину завертывания, запечатывания и учета.
СПИСОК
|
||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 352; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.198.201 (0.01 с.) |