
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструкція штанг, матеріали, розмірний ряд
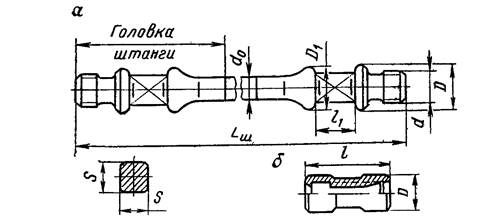
Насосні штанги виготовляються зі сталей різних марок. Для підвищення міцності матеріалу штанг вони піддаються термічній обробці (нормалізації) та обробці струмами високої частоти для зміцнення їхньої поверхні. Для нафтової промисловості машинобудівні заводи випускають штанги і муфти до них за ГОСТ 13877 – 80: – для легких умов роботи – зі сталі 40, нормалізовані; – для середніх і середньоважких умов роботи – зі сталі 20Н2М, нормалізовані; – для тяжких умов роботи – зі сталі марки 40, нормалізовані з наступним поверхневим зміцненням тіла штанги по всій довжині струмами високої частоти (ТВЧ); зі сталі 30 ХМА, нормалізовані з наступною високою відпусткою і зміцненням тіла штанги по всій довжині ТВЧ; зі сталі 15НМ та ін.; – для особливо тяжких умов роботи зі сталі 20Н2М, нормалізовані з наступним зміцненням тіла штанги ТВЧ. Конструкція стандартних насосних штанг наведена на рисунку 1.8.1, а.
Рисунок 1.8.1 – Насосна штанга і її з’єднувальна муфта
ГОСТ 13877-80 передбачає виготовлення штанг діаметром 12, 16, 19, 22 і 25 мм, довжиною 8 м, допускається випуск штанг довжиною 7,5 м у кількості не більше ніж 8% від числа штанг довжиною 8000 мм. Крім таких штанг, для підбору необхідної довжини підвіски виготовляються вкорочені штанги довжиною 1,0; 1,2; 1,5; 2,0 і 3,0 м. Для з'єднання штанг однакових розмірів застосовують з’єднувальні муфти (рисунок 1.8.1, б), а для штанг різних розмірів – перехідні. Муфти кожного типу виготовляються двох виконань: з лисками під ключ; без лисок. Муфти виготовляються зі сталі марки 40 і піддаються поверхневому загартуванню ТВЧ. На промисел штанги постачаються з муфтами, щільно нагвинченими на один кінець. Відкрите різьблення штанги й муфти закривається спеціальними ковпачками або пробками. Кожну штангу маркують на двох протилежних сторонах квадрата: на одній наносять товарний знак чи умовну позначку підприємства-виготовлювача й умовний номер плавки, а на іншій – марку сталі, рік випуску, квартал і технологічне маркування підприємства-виготовлювача. Штанга, оброблена ТВЧ, маркірується на третій стороні кожного квадрата буквою Т. Визначальними факторами при виборі колони насосних штанг для звичайних умов є максимальне навантаження на штанги та можливі коливання навантаження. Для швидкого і правильного вибору штангових колон варто користуватись таблицями й спеціальними номограмами.
Іноді під час роботи СШНУ застосовуються порожні штанги (трубчасті). Вони призначені для передачі руху від головки балансира верстата-качалки плунжеру свердловинного насоса при одночасній безупинній чи періодичній подачі в порожнину насосних труб: інгібіторів корозії, інгібіторів, що запобігають відкладенню парафіну, розчинників парафіну, теплоносіїв, деемульгаторів, рідини гідрозахисту насоса та ін. Внутрішнім каналом таких штанг може також відбиратись вуглеводнева сировина з іншого пласта при одночасній експлуатації двох продуктивних горизонтів однією свердловиною. Продукція свердловини при одночасній експлуатації двох продуктивних горизонтів однією свердловиною піднімається як центральним каналом порожніх штанг, так і кільцевим простором між порожніми штангами й насосними трубами. При застосуванні порожніх (трубчастих) штанг змінюється конструкція устаткування устя свердловини, до складу якого входять гирловий сальник для порожніх штанг, гирловий порожній шток, трубопровід шарнірний, рукав високого тиску тощо. Узагальнюючи переваги трубчастих штанг можна зробити висновок, що використання трубчастих штанг у якості кінематичного зв'язку привода зі свердловинним штанговим насосом у ряді випадків дозволяє розв’язати такі з наведених нижче проблем: – зменшити металоємність внутрішньосвердловинного устаткування за рахунок виключення колони насосно-компресорних труб; – зменшити пікове навантаження в точці підвісу штанг за рахунок збільшення її плавучості; – проводити низку технологічних операцій (наприклад, деемульгування рідини, проведення внутрішньосвердловинної депарафінізації) в процесі підйому пластової рідини на поверхню, для чого внутрішньою порожниною штанг накачується відповідний реагент; – забезпечити одночасно роздільну експлуатацію двох шарів і т.п. Устьове обладнання штангової свердловинної насосної установки оснащеної трубчастими штангами наведене на рисунку 1.8.2. В цій установці підйом нафти здійснюється внутрішньою порожниною колони насосних штанг.
При роботі такої установки рідина, що відкачується свердловинним насосом, надходить у внутрішню порожнину трубчастих штанг і піднімається нею на поверхню. Верхня частина колони з'єднана гнучким відводом із промисловим колектором.
Рисунок 1.8.2 – Схема установки з трубчастими штангами:
1 – канатна підвіска; 2 – вузол кріплення штанг, 3 – трубчаста штанга, 4 – бічний відвід; 5 – фланцеве з'єднання; 6 – гнучкий шланг, 7 – колектор
Якщо при цьому в нафті міститься велика кількість піску, то режим роботи установки і розміри штанг підбираються таким чином, щоб швидкість потоку рідини в порожніх штангах перевищувала швидкість випадіння часток піску, тобто щоб дотримувалася умова
де Використання порожніх штанг дозволяє значно скоротити число заклинювань насоса і забивання піском його клапанів. Зіставлення конструкцій звичайних і порожніх штанг показує, що виробництво останніх є більш складним, а їхня металоємність та вартість значно вищі. Крім того, вимоги до нарізних з’єднань порожніх штанг вищі, оскільки вони повинні бути герметичними протягом усього терміну експлуатації. У даний час розроблені трубчасті штанги марки ШПН 42 (із зовнішнім 42 мм і внутрішнім 35 мм діаметрами. Головки штанг мають зовнішній діаметр 56 мм. Довжина кожної з таких штанг 6085 мм. Вони виготовляються зі сталей 45-ї чи 35-ї групи В. Поверхня штанг зміцнюється СВЧ і має твердість порядку HRC 48-53. Головки приварюються до тіла штанги тертям, а різьблення на них накочується. З’єднувальні муфти виготовляють із труб діаметром 57 мм, матеріал – сталь 15ХМ. Момент згвинчування, який рекомендується, становить величину 1100 Н м. Останнім часом у нафтовій промисловості стали застосовуватися безупинні намотувані штанги. Колона таких штанг зроблена з металу, що дозволяє намотувати її в бухти і транспортувати до місця призначення, після чого колона штанг розмотується й проводиться її монтаж. Це значно спрощує конструкцію колони штанг, тому що дозволяє виключити з її складу муфти. Однак при експлуатації такого обладнання необхідне застосування спеціального обладнання для змотування-намотування колони та для транспортування змотаної бухти. Це суттєво стримує поширення такого типу штанг. Перспективним напрямом є також використання в якості колони насосних штанг гнучкого каната на основі лавсанового волокна, котре значно перевищує за своєю несучою здатністю сталеві зразки. При цьому для забезпечення натягнення під час зворотно-поступальних рухів колона обтяжується в нижній частині додатковим вантажем (зазвичай – це 15-20 штанг з’днаних муфтами). Лавсановий канат дає змогу суттєво полегшити колону насосних штанг без втрати несучої здатності. Проте взаємодія лавсанового волокна з хімічно активним середовищем, у якому необхідно працювати під час видобування нафти є маловивченою, а це стримує процес упровадження подібної конструкції у виробництво.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 233; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.3.154 (0.007 с.) |

 , (1.8.1)
, (1.8.1) – внутрішній діаметр трубчастих штанг;
– внутрішній діаметр трубчастих штанг;  – витрата рідини;
– витрата рідини;  – швидкість вільного осаджування піску в рідини, що відкачується.
– швидкість вільного осаджування піску в рідини, що відкачується.


