Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Применение крепежной фурнитуры и «Правило качественной мебели».
Наибольшее распространение для сборки корпусов получил следующий – стяжка конфирмат (евровинт) 7х50. При изготовление мебели кустарным способом, им соединяют почти все панели. Причина такого широкого распространения кроется в применяемом оборудовании. Для более качественного изготовления мебели необходимо более дорогое оборудование. Которое многие кустарные производители не могут себе позволить. Также на корпусных деталях будет отсутствовать крепеж шкант. Так как для сверление под данный крепеж должно проводиться с допуском +/- 0,2 мм. Использование же только конфирмата (евровинта) позволяет производить сверловку отверстий с менее точным допуском. А все погрешностью исправляются при помощи киянки. Легкими ударами панели выравниваются, после чего конфирмат затягивается до предела. В итоге получаем менее жесткую и менее долговечную конструкцию. Поэтому первый признак качественной мебели – это когда с видимых сторон (снаружи) не видно ни одного крепежа. Соответственно можно сформулировать «Правило качественной мебели»: В качественной мебели весь крепеж должен быть спрятан внутри изделия. И в паре со стяжной фурнитурой должен использоваться шкант.
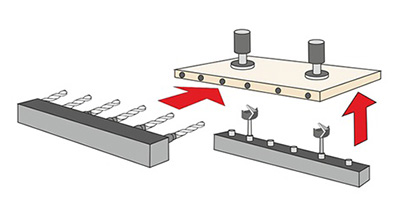
Рисунок 35 «Правило качественной мебели»
Как видно на данном примере с наружи крепеж не виден. На крайних шкафах, где бока видны, используется эксцентриковая стяжка. внутренний шкаф, где пока зарываются соседними шкафами корпус стягивается при помощи конфирмата. В паре с каждой стяжной фурнитурой используется шкант, который жестко позиционирует горизонтальные панели, и будет воспрепятствовать их «выдавливанию», т.е. опусканию панелей со временем под тяжестью груза. Внутренние полки расположены на полкодержателях. Если добавить отверстия снизу и сверху под полкодержатели, то полки можно будет регулировать по высоте под нужды пользователя.
Обзор оборудования.
Для сверловки используют разнообразный инструмент и оборудование. Начиная с простых дрелей и самодельных шаблонов, и заканчивая сложными станками с ЧПУ, которые не только сверлят отверстия, но и формируют пазы. В индивидуальном производстве широкое распространение получили позиционные сверлильно-присадочные станки. При определенном опыте сверловка отверстий производится достаточно быстро. Точность сверления позволяет собирать мебель высокого качества. В отличие от ЧПУ станков не требует дополнительного рабочего места – конструктора.
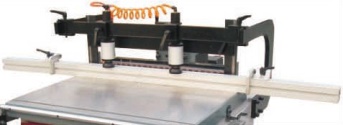
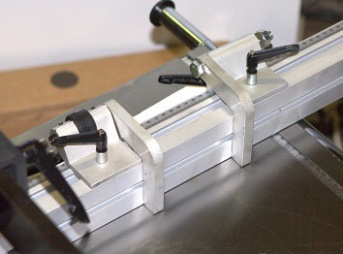
Рисунок 36 Однотраверсный сверлильно-присадочный станок НАЗНАЧЕНИЕ Предназначен для сверления глухих и проходных отверстий в мебельных заготовках. СХЕМА ОБРАБОТКИ
КОНСТРУКТИВНЫЕ ПРЕИМУЩЕСТВА
(ligamachinery)
На более серьезных производствах ставят уже станки ЧПУ. Наиболее производительными можно назвать станки проходного типа
Рисунок 37 Проходной сверлильный станок с ЧПУ Витап SIGMA 2 T
Наиболее общая комплектация включает 4 вертикальные сверлильные группы и 2 горизонтальные сверлильные группы, с помощью которых за один проход может быть выполнено сверление наиболее часто встречающихся перфорационных схем. Другие комплектации имеют по 2 вертикальные и горизонтальные сверлильные головки для обработки простых деталей, или до 6 вертикальных. Витап SIGMA 2BR Технические характеристики:
Тормоз гидравлический (с масляной средой) (Витап, арт. 36502172) Пример расчета рабочей смены для сверлильно присадочного станка Витап SIGMA:
(mdmtechno)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 138; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.5.239 (0.008 с.) |