
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Некоторые измерительные инструменты и приборыСтр 1 из 9Следующая ⇒
1 Штангенциркуль С помощью штангенциркуля измеряют внешние и внутренние размеры тел, глубину отверстий в них. На рисунке 2.1 изображен один из штангенциркулей. Правила измерений: 1) проверить совпадение нуля основной шкалы с нулем нониуса; 2) измеряемый предмет 3 расположить между губками и сдвинуть рамку до соприкосновения губок с предметом; 3) винтом 4 закрепить рамку и произвести отсчет.
1 – штанга с делениями ценой в 1 мм; 2 – подвижная часть со шкалой нониуса с ценой деления 0,1 мм; 3 – тела, размеры которых измеряются; 4 – зажимной винт Рисунок 2.1 – Штангенциркуль
Измеряемый размер равен целому числу делений основной шкалы на штанге (до нуля нониуса) плюс точность нониуса, умноженная на порядковый номер деления нониуса, совпадающего с одним из делений на штанге (см. рисунок 2.2). Если ни одно из делений нониуса не совпадает точно с каким-либо штрихом основной шкалы, то берут то деление, которое ближе всего к делению основной шкалы.
2 Микрометр
Микрометр (рисунок 2.3) служит для измерения небольших внешних линейных размеров с более высокой точностью, чем позволяет штангенциркуль. Применяемые в лаборатории микрометры имеют точность 0,01 мм. Измерительным элементом микрометра служит винтовая пара, которая преобразует небольшие линейные перемещения микрометрического винта в значительные угловые перемещения барабана. Основные детали микрометра: скоба 1 и микрометрический винт 2. Продольное перемещение винта осуществляется барабаном 3. Для точных измерений необходимо, чтобы на измеряемое тело при каждом измерении действовала со стороны винта постоянная сила. Для этого служит специальное устройство, размещенное внутри барабана. Последний при измерениях вращается при помощи трещотки 4, которая при достижении установленного усилия микрометрического винта на измеряемую деталь проворачивается относительно барабана. На стебель 5 нанесен продольный штрих 6, снизу от него – миллиметровая шкала, а сверху – штрихи, делящие каждый миллиметр пополам. На барабан нанесена круговая шкала из 50 делений. Один полный оборот барабана соответствует продольному перемещению микрометрического винта на 0,5 мм, а поворот барабана на одно деление – перемещению на 0,01 мм. Указателями служат для барабана продольный штрих 6 на стебле, а для продольной шкалы – торец барабана.
Правила измерений: 1) проверить микрометр – довести трещоткой винт до упора, при этом на обеих шкалах должно быть нулевое показание; 2) провести измерение. Для этого поместить измеряемую деталь между микрометрическим винтом 2 и пяткой 7, неподвижно закрепленной в скобе. Вращать трещотку до тех пор, пока микрометр не зажмет измеряемую деталь и трещотка не начнет проворачиваться относительно барабана (при вращении трещотки барабан не вращается);
3) произвести отсчет. Для этого по шкале на стебле определить целое или полуцелое число миллиметров и добавить к нему число сотых долей миллиметра, отсчитанное по шкале барабана (см. рисунок 2.4).Для примера на рисунке 2.4 показано положение шкал при измеряемой длине 5,62 мм.
3 Технические весы Весы состоят из основания 1 (рисунок 2.5) и жестко скрепленной с ним колонки 2, в верхней части которой закреплена призма, на которую опирается коромысло 3. К последнему подвешены чашки весов 4. При уравновешенных весах коромысло устанавливается горизонтально, и прикрепленная к нему стрелка 5 находится против середины шкалы 6.
Винт 7 служит для арретирования весов. Арретирование заключается в том, что особое устройство при повороте винта 7 приподнимает коромысло с призмы и фиксирует его в таком положении. Благодаря этому между взвешиваниями на призму не действуют никакие силы, и она меньше изнашивается. Подготовка весов к работе. 1) Проверить по отвесу правильность установки весов (вертикальность колонки 2). В случае необходимости добиться вертикальности колонки, вращая установочные винты 9. 2) Проверить положение стрелки весов 5. Если она не устанавливается при ненагруженных разарретированных весах против середины шкалы 6, то добиться этого следует осторожным вращением в присутствии лаборанта регулировочных грузов 8. Вращение производить при арретированных весах.
Правила взвешивания. 1) Взвешиваемое тело и разновески класть на чашки и снимать с них нужно только при арретированных весах. 2) При взвешивании разновески помещают только на свободную от тела чашку весов. Причем начинать нужно с разновесков большей массы. 3) Пока не достигнуто предварительное равновесие, нельзя полностью разарретировать весы. Поэтому винт 7 поворачивают только частично и, заметив, что стрелка явно уходит в сторону, возвращают винт в исходное положение. После этого меняют вес разновесков в зависимости от направления движения стрелки. 4) Разновески следует ставить так, чтобы их общий центр тяжести приходился на середину чашки. 5. После достижения равновесия весы необходимо заарретировать.
|
||||||||||
|
|
Последнее изменение этой страницы: 2017-01-24; просмотров: 252; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.195.249 (0.008 с.) |

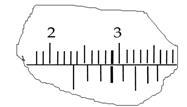 Рисунок 2.2 – Пример измерения линейного размера l = 23,3 мм
Рисунок 2.2 – Пример измерения линейного размера l = 23,3 мм
 Рисунок 2.3 – Микрометр
Рисунок 2.3 – Микрометр
 Рисунок 2.4 – Пример положения шкалы при измеряемой длине 5,62 мм
Рисунок 2.4 – Пример положения шкалы при измеряемой длине 5,62 мм
 Рисунок 2.5 – Технические весы
Рисунок 2.5 – Технические весы



