
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Точність геометричних параметpiв ⇐ ПредыдущаяСтр 9 из 9
Одним з найважливіших показників якості машинобудівної продукції є точність вcix їх складових частин i виробів у цілому. В даний час машинобудівна промисловість випускає енергоємні машини, які працюють при підвищених швидкостях, з великими питомими навантаженнями на деталь що ставить більш високі вимоги до показників якості деталей, а особливо до точності геометричних їx параметрів. Основними параметрами, які характеризують деталь як геометричне тіло є розмір, форма, взаємне розташування поверхонь (осей), хвилястість i шорсткість поверхонь. В деталях машин розрізняють два різновиди поверхонь: номінальні i дійсні (реальні) поверхні. Hoмiнaльна поверхня – поверхня заданої геометричної форми, яка немає відхилень форми (визначена кресленням). Дійсна (реальна) поверхня – поверхня, яка обмежує деталь i відокремлює и від навколишнього середовища (одержана в процесі виготовлення деталі). Під час виготовлення деталей їx реальні поверхні за геометричними параметрами (розміром, формою та iн.) відрізняються від номінальних внаслідок впливу похибок оброблення, які погіршують точність оброблення. Точність оброблення – мipa відповідності (наближення) дійсних значень геометричних параметрів (poзмірів, форми та ін.) їx номінальним значенням (значенням, заданим кресленням). Основні терміни і визначення, що стосуються допусків форми і розташування поверхонь наведені в ДСТУ 2498 – 94. Реальні поверхні за розмірами і формою відрізняються від номінальних внаслідок похибок оброблення. Відхилення форми ЕР – відхилення форми реальної поверхні або реального профілю від форми номінальної поверхні або номінального профілю. Шорсткість поверхні не включається до відхилень форми, а хвилястість включається. Кількісно відхилення форми оцінюється найбільшою відстанню Δ від точок реальної поверхні (профілю) до прилеглої поверхні (профілю). Профіль – лінія перетину поверхні з площиною або заданою поверхнею. Розрізняють номінальний і реальний профіль. Номінальний профіль – лінія перетину площини з номінальною поверхнею (профіль номінальної поверхні). Реальний профіль – лінія перетину площини з реальною поверхнею (профіль реальної поверхні). Прилегла поверхня (чи профіль) – поверхня (чи профіль), яка має форму номінальної поверхні (чи профілю), що дотикається до реальної поверхні (чи профілю) і розташована поза матеріалом деталі так, щоб відхилення від неї найбільш віддаленої точки реальної поверхні в межах ділянки, що нормується, мало мінімальне значення.
Ділянка, що нормується – ділянка поверхні або профілю, до якої належить допуск і на якій визначаються відхилення форми або розташування поверхонь. Основними видами прилеглих поверхонь чи профілів є: прилегла пряма – пряма, що дотикається до реального профілю і розташована поза матеріалом деталі так, щоб відхилення Д від неї найбільш віддаленої точки реального профілю в межах ділянки, що нормується, мало мінімальне значення. Прилегле коло – коло мінімального діаметра, описане навколо реального профілю (для зовнішніх поверхонь обертання), або коло максимального діаметру, вписане в реальний профіль (для внутрішніх поверхонь обертання). Прилегла площина – площина, що дотикається до реальної поверхні і розташована поза матеріалом деталі так, щоб відхилення Δ від неї найбільш віддаленої точки реальної поверхні в межах ділянки, що нормується, мало мінімальне значення. Прилеглий циліндр – циліндр мінімального діаметра, описаний навколо зовнішньої реальної поверхні, або циліндр максимального діаметру, вписаний у внутрішню реальну поверхню. У більшості випадків деталі містять плоскі або циліндричні поверхні або їх поєднання. Показники відхилення форми поверхонь можуть бути комплексними і одиничними (окремими). Комплексним показником відхилення форми плоских поверхонь є відхилення від площинності ЕFЕ. Кількісно він дорівнює найбільшій відстані Δ від точок реальної поверхні до прилеглої площини в межах ділянки, що нормується. Комплексним показником відхилення профілю перерізу плоских поверхонь є відхилення від прямолінійності ЕFL. Кількісно він дорівнює найбільшій відстані Δ від точок реального профілю до прилеглої прямої в межах ділянки, що нормується. Одиночними (окремими) різновидами відхилень від прямолінійності плоских поверхонь є опуклість і ввігнутість.
Відхилення форми деталей кількісно оцінюється допуском форми (T). Допуск форми – найбільше допустиме значення відхилення форми. Для обмеження відхилень форми встановлені допуски форми. Допуск площинності ТFЕ – найбільше допустиме значення відхилення від площинності. Допуск прямолінійності ТFK – найбільше допустиме значення відхилення від прямолінійності. Стандартом передбачено 16 ступенів точності:1, 2, 3... 16 у порядку зменшення точності. Відхилення форми циліндричних поверхонь розглядають у поперечному та в поздовжньому перерізах. Комплексним показником відхилення форми циліндричної поверхні в поперечному перерізі є відхилення від округлості ЕFК. Кількісно він дорівнює найбільшій відстані Δ від точок реального профілю (поверхні) до прилеглого кола. Окремими різновидами відхилення форми циліндричної поверхні у поперечному перерізі є овальність і огранювання. Овальність – відхилення від округлості, за якого реальний профіль являє собою о валоподібну фігуру, найбільший та найменший діаметри якої мають взаємоперпендикулярні напрямки. Огранювання відхилення від округлості, за якого реальний профіль являє собою многогранну фігуру. Кількісно овальність і огранювання оцінюються так само, як і відхилення від округлості. Комплексним показником відхилення форми циліндричної поверхні у поздовжньому перерізі є відхилення від циліндричності EFZ, який кількісно дорівнює найбільшій відстані Δ від точок реальної поверхні до прилеглого циліндра в межах ділянки, що нормується. Одиничними (окремими) видами відхилень форми циліндричної поверхні у поздовжньому перерізі є бочко подібність, сідлоподібність, конусоподібність і відхилення від прямолінійності осі, в тому числі і відхилення від округлості. Відхилення форми циліндричних поверхонь нормується допусками форми (допусками округлості, допусками циліндричності і допусками профілю повздовжнього перерізу). Для нормування відхилення форми циліндричної поверхні в осьовому напрямку можуть застосовуватися допуски прямолінійності твірної, допуск прямолінійності осі і допуск паралельності твірних. Допуск округлості TFK – найбільше допустиме значення відхилення від округлості. Допуск циліндричності ТFZ – найбільше допустиме значення відхилення від циліндричності. Відхилення профілю поздовжнього перерізу ЕFР – найбільша відстань Δ від точок твірних реальної поверхні, що лежать в площині, яка проходить через її вісь до відповідної сторони прилеглого профілю в межах ділянки, що нормується. Окремими різновидами відхилення профілю повздовжнього перерізу циліндричних поверхонь є бочко подібність, конусоподібність і сідлоподібність, які кількісно оцінюються так само, як і відхилення профілю поздовжнього перерізу. Допуск профілю повздовжнього перерізу ТЕР – найбільше допустиме значення відхилення профілю повздовжнього перерізу. Інколи при призначенні допусків округлості чи циліндричності циліндричних поверхонь, як і для плоских поверхонь, їх пов'язують з допусками діаметрів цих поверхонь. Допуски форми T(Tf) циліндричних поверхонь, які відповідають рівням А, В і С відносної геометричної точності становлять приблизно 30, 20 і 12% від допуску розміру, оскільки допуск форми обмежує відхилення радіуса, а допуск розміру - відхилення діаметра поверхні.
Допуски форми поверхонь повинні призначатися тільки в тих випадках, якщо вони мають бути меншими за допуск розміру, що координує розташування цих поверхонь. В інших випадках допуски форми не нормуються і на кресленнях не позначаються, однак вони не повинні перевищувати допуску основного розміру. В процесі оброблення деталей виникають відхилення не тільки розмірів і форми, але й відхилення розташування поверхонь щодо їх номінального розташування. Відхилення розташування – відхилення реального розташування розглядуваного елементу деталі від його номінального розташування. Допуском розташування називається найбільше допустиме значення відхилення розташування поверхонь. Для оцінки точності розташування поверхонь, як правило, призначають бази. База – елемент деталі або сполучення елементів, що виконує ту ж функцію щодо якого задається допуск розташування чи сумарний допуск форми і розташування, а також визначається відповідне відхилення розглядуваного елемента. Найчастіше базами бувають: базова площина, базова вісь, базова площина симетрії. Сумарне відхилення форми і розташування – відхилення, що є результатом сумісного прояву відхилення форми і відхилення розташування розглядуваних поверхні чи профілю відносно баз. Сумарні відхилення форми і розташування обмежуються допусками. Сумарний допуск форми та розташування – межа, що обмежує допустиме значення сумарного відхилення форми та розташування. В процесі ремонту машин найчастіше трапляються такі сумарні відхилення форми і розташування поверхонь, як радіальне і торцьове биття. Радіальним биттям ЕСR називається різниця Δ найбільшої і найменшої відстаней від точок реального профілю поверхні обертання до базової осі в перерізі площиною, перпендикулярною до базової осі. Радіальне биття є результатом сумарного прояву відхилень від округлості профілю розглядуваного перерізу і відхилення його центра відносно бази. До нього не входять відхилення форми і розташування твірної поверхні обертання. Радіальне биття обмежується допуском радіального биття. Допуск радіального биття ТСR – найбільше допустиме значення радіального биття. Повне радіальне биття обмежується допуском повного радіального биття. Допуск повного радіального биття ТСТR – найбільше допустиме значення повного радіального биття.
Повне радіальне биття і допуск повного радіального биття вживаються тільки щодо поверхонь з номінальною циліндричною формою. Торцьове биття ЕСА – різниця Δ найбільшої і найменшої відстані від точок реального профілю торцьової поверхні до площини, перпендикулярної до базової осі. Торцьове биття визначається в перерізі торцьової поверхні циліндром заданого діаметра d, співвісним з базовою віссю, а якщо діаметр не заданий, то в перерізі будь – якого діаметра торцьової поверхні (в тому числі і найбільшого). Торцьове биття не включає в себе відхилення від площинності розглядуваної поверхні. Повне торцьове биття ЕСТА – різниця Δ найбільшої і найменшої відстаней від точок всієї торцьової поверхні до площини, перпендикулярної до базової осі. Повне торцьове биття є результатом сумарного прояву відхилення від площинності розглядуваної поверхні і відхилення від її перпендикулярності відносно бази. Торцьове биття обмежується допуском торцьового биття. Допуск торцьового биття ТСА – найбільше допустиме значення торцьового биття. Повне торцьове биття обмежується допуском повного торцьового биття. Допуск повного торцьового биття ТСТА – найбільше допустиме значення повного торцьового биття. Повне торцьове биття і допуск повного торцьового биття вживаються тільки щодо торцьової поверхні з номінальною плоскою формою. Умовні позначення допусків форми і розташування поверхонь на кресленнях встановлені ГОСТ 24643 – 81 (табл. 1). На кресленнях допуски форми і розташування поверхонь позначаються відповідно ГОСТ 2.308 – 79. Допуски форми і розташування поверхонь вказують умовним позначенням чи текстом у технічних вимогах. Використання умовних позначень є переважним. Таблиця 1. Умовні позначення допусків форми і розташування поверхонь (за ГОСТ 24643 – 81, скорочено).
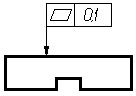
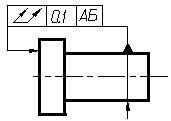
Умовні позначення допусків розмішують в прямокутній рамці, поділеній на дві чи три частини. У першій проставляють умовний знак допуску, в другій – числове значення допуску в міліметрах, в третій – літерне позначення бази чи іншої поверхні, до якої належить відхилення (табл. 2). Таблиця 2. Приклади умовних позначень на кресленнях допусків форми і розташування поверхонь (за ГОСТ 2.308 – 79, скорочено)
Продовження таблиці 2
Рамки викреслюють суцільними тонкими лініями і розташовують горизонтально. Висота цифр, літер і знаків, вписаних у рамки, повинна бути такого ж розміру, як і шрифт розмірних чисел, а висота рамки – на 2 – 3 мм більша. Не допускається перетинати рамку будь – якими лініями. За необхідності допускається вертикальне розташування рамки. З елементом деталі, до якого належить допуск, рамку з'єднують прямою або ламаною лінією, яка закінчується стрілкою. Якщо допуск належить до поверхні чи її профілю, то рамку з'єднують з контурною лінією поверхні чи її продовженням. При цьому з'єднувальна лінія не повинна бути продовженням розмірної лінії. Якщо ж допуск стосується осі чи площини симетрії, то з'єднувальна лінія повинна бути продовженням розмірної лінії. Напрям відрізка з'єднувальної лінії, який закінчується стрілкою, повинен відповідати напряму лінії вимірювання відхилення (звичайно перпендикулярно до поверхні). Відхилення форми і розташування поверхонь негативно впливають на роботу машин і механізмів. В рухомих з'єднаннях, які змащуються (типу підшипників ковзання) відхилення від площинності плоских поверхонь і відхилення від циліндричності циліндричних поверхонь під дією зовнішніх навантажень змінюється характер зазору, змінюється товщина мастильного шару, або він може навіть розриватися. Нерівності, які виступають на тертьових поверхнях, входять у безпосередній контакт між собою. Фактична площа контакту тертьових поверхонь значно зменшується, а тиск в точках контакту збільшується. Це призводить до збільшення тертя, внаслідок чого підвищується температура, збільшується інтенсивність спрацювання робочих поверхонь, а відповідно, і прискорюється вихід з ладу з'єднання. В нерухомих посадках відхилення форми поверхонь порушують герметичність з'єднань, а також знижують надійність з'єднань з натягом. Поверхні деталей після оброблення на металорізальних верстатах не є ідеально гладенькими, оскільки ріжучі кромки різальних інструментів і зерна шліфувальних кругів залишають на поверхні сліди у вигляді нерівностей, розміри, форма та частота повторення яких залежить від різального інструмента, методів і режимів оброблення, матеріалу деталі, жорсткості обладнання тощо. При оцінці нерівностей на поверхнях деталей розрізняють хвилястість і шорсткість поверхонь. Хвилястість поверхні – сукупність нерівностей на поверхні деталі, які періодично повторюються, при цьому їх крок перевищує базову довжину. Висота хвилястості Wz – середнє арифметичне з п'яти її значень (W1, W2, W3, W4, W5), визначених на довжині ділянки вимірювання хвилястості, якії дорівнює не менше п'яти найбільших дійсних кроків Lw, хвплястосі та тобто:
Числові граничні значення хвилястості слід вибирати з ряду чисел: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200 мкм. Окремі вимірювання хвилястості здійснюють на довжині Найбільша висота хвилястості Wmax – відстань між найвищою і найнижчою точками вимірюваного профілю в межах довжини ділянки вимірювання хвилястості Середній крок хвилястості SW – середнє арифметичне значення довжини відрізків середньої лінії

Шорсткість поверхні – сукупність нерівностей поверхні з відносно малими кроками, вирізнено, наприклад, за допомогою базової довжини. Графічне зображення дійсного профілю, одержаного внаслідок вимірювання, називається профілограмою. Терміни та визначення, що стосуються шорсткості поверхонь, наведені в ДСТУ 2413 – 94. Середня лінія (найменших; квадратів) профілю т – базова лінія, яка має форму номінального профілю та поділяє реальний профіль так, що в межах базової довжини сума квадратів відхилень профілю від цієї лінії мінімальна. Базова довжина Відхилення профілю – відстань між точкою реального профілю та базовою лінією. Існує декілька систем визначення числових значень параметрів шорсткості поверхонь, однак найпоширенішою з них є система середньої лінії, яка відповідає рекомендаціям ISO і врахована ДСТУ 2413 – 94 та ГОСТ 2789 – 73. Система середньої лінії – система відліку, що використовується для оцінювання параметрів шорсткості поверхні, в якій, як базова лінія, використовується середня лінія. Вибір параметрів для нормування шорсткості є досить складним і повинен провадитись з урахуванням призначення та експлуатаційних властивостей поверхонь. Основним в усіх випадках є нормування висотних параметрів шорсткості (Ra, Rz, Rmax). Параметрами Rz або Rmax нормують шорсткість поверхонь у тих випадках, коли за функціональними вимогами необхідно обмежити висоту нерівностей профілю, або якщо пряме контролювання параметру Ra за допомогою профілометра чи зразків порівняння шорсткості затруджене або неможливе. Для найбільш відповідальних поверхонь, крім висотних параметрів, нормування шорсткості повинно бути доповнене кроковими параметрами Sm і S, які суттєво впливають на міцність деталей при циклічному їх навантаженні, а також параметром tр, який комплексно характеризує висоту і форму нерівностей і створює уяву про фактичну площу контакту шорстких поверхонь. В ГОСТ 2789 – 73 не передбачена строга залежність базових довжин від певних числових значень параметрів шорсткості, але наведені співвідношення між значеннями параметрів Ra, Rz, Rmax і базовою довжиною, при дотриманні яких значень базових довжин не вказують у вимогах до шорсткості (у позначенні шорсткості па кресленнях). Для вимірювання інших параметрів шорсткості (tp, Sm, S) приймають ці ж значення базових довжин. Якщо довжина нормованої поверхні менша за базову довжину, то параметри шорсткості визначають на всій довжині. На практиці для нормування висотних параметрів шорсткості Ra і Rz, їх пов'язують з допусками розмірів і форми поверхонь, хоч однозначного зв'язку між цими параметрами немає. Умовні позначення шорсткості поверхонь встановлені ГОСТ 2.309 – 73. На зображенні виробу позначення шорсткості поверхні розташовують на лініях контуру, виносних лініях чи на поличках ліній-виносок, а при нестачі місця – на розмірних лініях чи їх продовженнях.
Рекомендована література 1. Базієвський С.Д., Дмитришин В.Ф. Взаємозамінність, стандартизація і технічні вимірювання. – Київ: Видавничий Дім «Слово», 2004. 2. Козловский Н.С., Виноградов А.Н. Основы стандартизации, допуски, посадки и технические измерения. – М.: Машиностроение, 1982. 3. Журавлев А.Н. Допуски и технические измерения. – М.: «Высшая школа», 1981. 4. Гаврилюк В.І., Кукляк М.Л. Взаємозамінність, стандартизація і технічні вимірювання. – К.: НМК, 1990. 5. Дудников А.А. Основы стандартизации, допуски, посадки и технические измерения. – М.: Агропромиздат, 1989. 6. Зенкин А.С., Петко И.В. Допуски и посадки в машиностроении. – К.: Техника, 1984.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-29; просмотров: 896; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.255.94 (0.071 с.) |
















 .
.
 , яка дорівнює п'ятій частині довжини
, яка дорівнює п'ятій частині довжини  . Допускається непослідовне розташування ділянок вимірювання хвилястості.
. Допускається непослідовне розташування ділянок вимірювання хвилястості.
 , обмежених точками їх перетну з сусідніми ділянками профілю nW (рис. 10, б), тобто:
, обмежених точками їх перетну з сусідніми ділянками профілю nW (рис. 10, б), тобто:
 – довжина базової лінії, яка використовується для вирізнення нерівностей, що характеризують шорсткість поверхні.
– довжина базової лінії, яка використовується для вирізнення нерівностей, що характеризують шорсткість поверхні.


