
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Исследование прочности сварных соединений ⇐ ПредыдущаяСтр 6 из 6
Цель работы: изучить особенности конструкции различных видов сварных соединений и расчётно-экспериментальным путём оценить их прочность при растяжении. Оборудование и инструмент: испытательная разрывная машина Р-5 (рис. 6.1), опытныеобразцы сварных соединений из стальных профилей, штангенциркуль, линейка.
Рис. 6.1. Лабораторный стенд на базе разрывной машины Р-5 1 – образец сварного соединения для испытания на растяжение; 2 – захват верхний; 3 – захват нижний; 4 – измерительное устройство; 5 – диаграммный барабан Теоретические основы работы Сварные соединения – это неразъёмные соединения деталей машин, основанные на использовании сил молекулярного сцепления. Сварные соединения являются наиболее совершенными неразъёмными соединениями, т.к. лучше других приближают составные детали по своим свойствам к целым, позволяя создавать принципиально новые конструкции неограниченных форм и размеров. Одним из наиболее широко распространённых в машиностроении видов сварки является электродуговая сварка, при которой местный нагрев деталей в зоне контакта осуществляется электрической дугой. Выделяемое тепло оплавляет концы соединяемых деталей и расплавляет электрод (или присадочный материал), дающий дополнительный металл для формирования сварного шва. Разновидностями электродуговой сварки являются: ручная дуговая сварка, используемая при малом объёме работ, автоматическая сварка под слоем флюса, являющаяся основным видом электродуговой сварки, обеспечивающим высокое качество сварного шва и производительность процесса, и др. Основным критерием работоспобности всех сварных соединений является их прочность. Сварные соединения по взаимному расположению в их конструкции соединяемых элементов можно разделить на следующие группы: стыковые, нахлёсточные, тавровые и угловые. Соединения стыковые (встык) Соединяемые элементы конструктивно являются продолжением друг друга. Сварку производят по их торцам стыковыми сварными швами (рис. 6.2).
Рис. 6.2. Конструктивная схема сварного стыкового соединения при различной толщине свариваемых деталей: 1 - сварной шов; 2 - зона сплавления; 3 - зона термического влияния шва; 4 – основной метал Для соединений деталей малой толщины (
Сваривать встык можно не только листы или полосы, но и трубы, уголки, швеллеры и другие фасонные профили. Во всех случаях составная конструкция получается по своим свойствам наиболее близкой к целой. При качественном выполнении сварного стыкового шва, как установлено практикой, разрушение соединений стальных деталей происходит чаще всего в зоне термического влияния шва. Поэтому расчёты на прочность стыковых соединений принято выполнять по размерам сечения деталей в этой зоне. Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Таким образом, для стыкового соединения, представленного на рис. 6.2, условие прочности при действии только растягивающей силы
где Соединения нахлёсточные (внахлёстку) Боковые поверхности соединяемых элементов частично перекрывают друг друга. Сварку выполняют угловыми сварными швами (рис. 6.3), которые по расположению относительно нагрузки делятся на фланговые (поз. 1), лобовые (поз. 2); косые, расположенные под углом к направлению силы
Рис. 6.3. Конструктивная схема сварного соединения внахлёстку По форме поперечного сечения угловые сварные швы делятся на нормальные швы с сечением в виде равнобедренного треугольника (рис. 6.4,а), удлиненные с соотношением катетов 1:1,5 или 1:2 (рис. 6.4,б) и вогнутые с соотношением катетов 1:1 и более (рис. 6.4,в).
Рис. 6.4. Основные формы поперечных сечений угловых швов При статической нагрузке наиболее часто используются нормальные швы. Удлиненные и вогнутые швы дороже в исполнении, но в них существенно ниже концентрация напряжений. Поэтому их следует применять при циклических напряжениях. Швы с выпуклым профилем применять не рекомендуют. Размер катета шва Разрушение соединений с угловыми сварными швами на практике обычно происходит непосредственно по этим швам в результате их среза по плоскости наименьшего сечения, проходящей через биссектрису При действии только растягивающей нагрузки · при наличии только двух фланговых швов условие прочности
где · при наличии только двух лобовых швов
где · при наличии комбинированного шва, включающего два фланговых и один лобовой швы,
Соединения тавровые (втавр) и угловые В тавровых (рис. 6.5,а) и угловых (рис. 6.5,б) соединениях элементы располагаются в двух взаимно перпендикулярных областях.
Рис. 6.5. Конструктивные схемы таврового (а) и углового (б) сварных соединений Оба вида соединений выполняют как стыковыми, так и угловыми сварными швами. Прочность тавровых соединений в зависимости от вида сварных швов, использованных при их получении, проверяют по формулам, рассмотренным для соединений встык или внахлёстку Угловые соединения в основном применяются в связующих элементах и, как правило, расчету на прочность не подлежат. 2. Порядок выполнения работы и оформление её результатов 1. Изучают теоретические основы работы. 2. Получают лабораторные образцы различных сварных соединений, детали которых изготовленны из углеродистой стали марки Ст. 3, и определяют вид каждого соединения и тип их сварных щвов. 3. Осуществляют, используя штангенциркуль и линейку, опытные замеры геометрических характеристик исследуемых соединений и заносят полученные результаты в табл. 6.1. Таблица 6.1 Геометрические параметры исследуеммых сварных соединений
4. Вычисляют в соответствии с (6.1)…(6.4) и данными табл. 6.1 расчётные значения разрушающей нагрузки при растяжении каждого из образцов соединений при 5. Устанавливают поочерёдно каждый из образцов соединений на лабораторный стенд (рис. 6.1) и проводят испытания на растяжение до их разрушения, определяя экспериментальные значения разрушающей нагрузки. Выводы В выводах указывают основные результаты работы, сравнивают результаты аналитического и экспериментального определения разрушающей нагрузки образцов сварных соединений различного вида, сопоставляют результаты исследования с данными учебной литературы [1, 2] и дают оценку корректности проведённых расчётов и испытаний.
4. Контрольные вопросы 1. К какому виду соединений относятся сварные соединения? 2. Что является основным критерием работоспособности сварных соединений? 3. Какие виды сварных соединений различают по взаимному расположению в их конструкции соединяемых элементов? 4. Какие основные зоны различают в сварном стыковом соединении? 5. Какие виды сварных стыковых швов используют в зависимости от толщины свариваемых деталей? 6. В какой зоне сварного стыкового соединения обычно происходит его разрушение и почему? 7. Какие виды угловых сварных швов различают по форме поперечного сечения шва? 8. В каком месте сварного соединения внахлёстку обычно происходит его разрушение? 9. Каким образом определяют допускаемые напряжения в различных видах сварных соединений? 10. Как рассчитывают разрушающую нагрузку при растяжении различных видов сварных соединении?
Литература
1. Иванов М.Н., Финогенов В.А. Детали машин. – М.: Высшая школа, 2006. 2. Атлас конструкций узлов и деталей машин / Л.А. Андриенко, Б.А. Байков, И.К. Ганулич и др.; Под ред. О.А. Ряховского. – М.: Изд-во МГТУ им. Н.Э.Баумана, 2007.
СОДЕРЖАНИЕ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 853; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.60.166 (0.029 с.) |

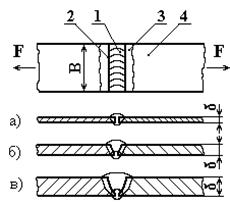
 ) применяют сварку односторонним швом без скоса кромок (рис. 6.2,а). Элементы средней толщины (
) применяют сварку односторонним швом без скоса кромок (рис. 6.2,а). Элементы средней толщины ( ) варят односторонним швом при флюсовой подкладке или двусторонним швом со скосом кромок (рис. 6.2,б). При сварке деталей большой толщины (
) варят односторонним швом при флюсовой подкладке или двусторонним швом со скосом кромок (рис. 6.2,б). При сварке деталей большой толщины ( ) используют двусторонний шов с криволинейными скосами кромок (рис. 6.2,в).
) используют двусторонний шов с криволинейными скосами кромок (рис. 6.2,в). имеет вид
имеет вид , (6.1)
, (6.1) - максимальное напряжение в зоне термического влияния шва;
- максимальное напряжение в зоне термического влияния шва;  и
и  - размеры сечения соединяемых деталей;
- размеры сечения соединяемых деталей;  - допускаемое напряжение в сварном соединении;
- допускаемое напряжение в сварном соединении;  - допускаемое напряжение растяжения материала деталей;
- допускаемое напряжение растяжения материала деталей;  - предел текучести их материала;
- предел текучести их материала;  - коэффициент запаса прочности;
- коэффициент запаса прочности;  - коэффициент прочности сварного соединения [1].
- коэффициент прочности сварного соединения [1]. , и комбинированные, представляющие собой сочетание двух или всех трёх видов перечисленных швов.
, и комбинированные, представляющие собой сочетание двух или всех трёх видов перечисленных швов.

 равен, как правило, толщине листов
равен, как правило, толщине листов  (рис. 6.3).
(рис. 6.3). прямого угла, или близкой к ней (рис. 6.3). В связи с этим проверка на прочность этих соединений сводится к проверке прочности по напряжениям среза их сварных швов.
прямого угла, или близкой к ней (рис. 6.3). В связи с этим проверка на прочность этих соединений сводится к проверке прочности по напряжениям среза их сварных швов. ; (6.2)
; (6.2) - максимальное напряжение среза углового сварного шва;
- максимальное напряжение среза углового сварного шва;  - допускаемое напряжение среза в сварном соединении;
- допускаемое напряжение среза в сварном соединении;  - коэффициент прочности сварного соединения с угловыми сварными швами [1];
- коэффициент прочности сварного соединения с угловыми сварными швами [1];  - длина флангового шва;
- длина флангового шва; ; (6.3)
; (6.3) - длина лобового шва;
- длина лобового шва; . (6.4)
. (6.4)
 , мм
, мм
 , мм
, мм
 , мм
, мм
 , мм
, мм
 .
.


