
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Машины и оборудование предприятий по производству железобетонных изделий. Назначение, основные механизмы, рабочие органы. ⇐ ПредыдущаяСтр 10 из 10
Заводы ЖБИ состоят из структур:1)склады заполнителей, склады цемента;2)бетоно-смесительные цехи;3)цехи по изгот-ию арматурных изделий;4)формовочные цехи. 1)Склады заполнителей:на заводах применяются открытые,закрытые и полузакрытые склады заполнителей(песок,щебень)штабельного,бункерного,полубун-го,силосного и комбинированного типа. Вместимостью-3-50 тыс.м3. Штабельно-траншейный склад заполнителей:
После установки портала над вагоном опускают подъемную раму и включают ковшовые элеваторы, захватывающие заполнитель и ссыпают его на передаточный конвеер.Далее материал поступает на отвальный ленточный конвеер и укладывается в штабель. 2)Об-вание складов цемента: Склады цемента бывают: прирельсовые, притрассовые, приобъектные; Автоматизированный прирельсовый склад оборудуется:1)пневматическими разгрузчиками(всасывающего,нагнетательного или всасыв.-нагнетательного действия. 2)сдвоенный приемный бункер с пневматическим подъемником. 3)верхний аэрожелоб для разгрузки силосов. 4)нижние аэрожелобы с пневмат.винтовым насосом для подачи цемента в бетоно-смесительный цех. 5)фильтры очистки воздуха:либо циклоны либо рукавные фильтры; Установка всасывающего действия:
Недостатки:транспортирует мат-ал на небольшие расстояния при малом перепаде высоты;недолговечность вакуум насоса из-за абразивного изнашивания внутренних полостей. Установка нагнетательного действия:
Достоинства:герметичность установки,исключение пыления и загрязнения материала, полная механизация процесса разгрузки и загрузки мат-ла,возможность премещения мат-ла по трассе любой конфигурации на расстояние до 2 км при большом перепаде высот(0,2-0,8 мПа). 3)Оборудование бетоно-смесительных цехов:бетонная смесь приготавливается в бетоно-смесит. установках, которые могут быть портального и башенного типа.
Автоматизированная высотная бетоносмесительная установка циклич. действия:
4)Оборудование для изготовления арматуры: Цех производства состоит из двух отделений: заготовительное и сварочное; Оборудование заготовительгого отделения: 1)прваильно-отрезные станки, 2)стыковые сварочные машины,3)станки для резки и гибки арматуры. Обор-ние сварочного отделения:1)сварочные машины и линии для изготовления сеток. Формовочные цехи Технология производства состоит в формовании изделий на подогреваемых металлических стендах и армированы предварительно напряжённой проволокой и арматурными прядями. Формующая машина перемещается вдоль производственного стенда, оставляя за собой заформованную железобетонную плиту длиной равной длине стенда. Способ производства – непрерывное безопалубочное виброформование. Производственный цикл содержит следующие операции: очистку и смазку формовочного стенда, раскладку и натяжение арматуры, приготовление бетонной смеси, формовку изделий, тепловую обработку, снятие напряжения с арматуры, разрезание изделий на отрезки заданной длины, вывоз готовых изделий. Подготовленная к бетонированию форма передается насек-цию рольганга, смонтированную на домкратах и размещенную вдоль виброплощадки. При снижении секции форма опускается на виброплощадку. Далее в форму с помощью бетоноукладчика укладывают бетонную смесь, включают внброплощадку и уплотняют смесь с одновременным разравниванием и заглаживанием. После окончания формования форма с изделием транспортируется мостовым краном с автоматическим захватом к камерам тепловой обработки. Форма с изделием, прошедшим тепловую обработку, устанавливается на рольганг, где производится спуск натяжения, обрезка арматуры, распалубка, очистка, смазка и сборка формы. На следующих постах рольганга натягивают арматуру и устанавливают каркасы и сетки. Готовое изделие мостовым краном с траверсой устанавливается на тележку с прицепом и вывозится на склад готовой продукции.
|
|||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 230; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.181.209 (0.007 с.) |
 1-полувагон 2-портал разгрузчика,3-ковшовый элеватор,4-передаточный конвеер,5-стационарное устр-во для передвижения вагонов,6-отвальный ленточн.конвеер, 7-склад заполнителей 8-подвижная рама разгрузчика,9-кабина управл.
1-полувагон 2-портал разгрузчика,3-ковшовый элеватор,4-передаточный конвеер,5-стационарное устр-во для передвижения вагонов,6-отвальный ленточн.конвеер, 7-склад заполнителей 8-подвижная рама разгрузчика,9-кабина управл. 1)cопла,2)всасывающий трубопровод,3)осадительная камера,4)шлюзовый затвор, 5)бункер,6)фильтр,7)трубопровод,8)вакуум-насос.
1)cопла,2)всасывающий трубопровод,3)осадительная камера,4)шлюзовый затвор, 5)бункер,6)фильтр,7)трубопровод,8)вакуум-насос.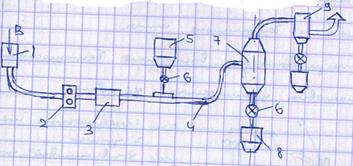 1)воздухозаборник,2)компрессор,3)ресивер,4)транспорт. трубопровод,5)загрузочн. устр-во,6)затвор,7)осадительная камера,8)бункер,9)фильтр.
1)воздухозаборник,2)компрессор,3)ресивер,4)транспорт. трубопровод,5)загрузочн. устр-во,6)затвор,7)осадительная камера,8)бункер,9)фильтр. 1-ленточный конвеер,2-циклон,3-винтовой конвеер,4-группа циклонов,5)дозатор цемента,6)2-х фракционный дозатор для песка и щебня,7)бак для воды,8)бак для воды,9)весовой дозатор для жижкости,10)смеситель,11)бункер готовой смеси.
1-ленточный конвеер,2-циклон,3-винтовой конвеер,4-группа циклонов,5)дозатор цемента,6)2-х фракционный дозатор для песка и щебня,7)бак для воды,8)бак для воды,9)весовой дозатор для жижкости,10)смеситель,11)бункер готовой смеси.


