
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Які зміцнюються термічною обробкою
2.6.1 Сплави системи Al-Mg-Cu. Марки: Д1, Д16, Д18, Д19, ВД17, ВАД1, В65, АК4-1 (додатково легований Fe та Ni). Дюралюміни (Д1, Д16, Д18, Д19, ВД17, ВАД1, В65) поділяють на групи: 1. Класичний дюралюмін (Д1); 2. Дюралюмін підвищеної міцності із збільшеним вмістом Mg (Д16). Серед дюралюмінів має найбільшу міцність при кімнатній температурі. 3. Дюралюміни підвищеної жароміцності (Д19, ВАД1, ВД17); 4. Дюралюміни підвищеної пластичності (Д18, В65) (зі зниженим вмістом легувальних елементів). Дюралюміни – багатокомпонентні сплави, крім основних елементів (Mg, Cu, Mn) до їх складу входять домішки Fe та Si. Сплави мають складний фазовий склад. На рис. 2.16 наведено ізотермічний переріз системи Al-Mg-Cu, в табл. 2.7 – фазовий склад дюралюмінів, а в табл. 2.8 сполуки, які можуть утворитися в сплавах системи Al-Mg-Cu.
Рисунок 2.16 – Ізотермічний переріз системи Al-Mg-Cu при 20°С [2] Таблиця 2.7 – Фазовий склад та структурні складові деяких дюралюмінів [3]
Примітка: q-фаза: CuAl2; S-фаза: Al2CuMg
Таблиця 2.8 – Можливі сполуки в сплавах системи Al-Mg-Cu [7]
Мікроструктури дюралімінів марки Д1 та Д16 наведено на рис. 2.17, 2.18. Максимальну міцність при кімнатній температурі та при 200°С (tвитр = 15хв) мають сплави, які за своїм хімічним складом знаходяться поблизу границі фазової області a + q + S. При температурі гартування ці сплави розташовуються в області твердих розчинів, але частково також в гетерогенних областях. Максимальну тривалу міцність (160 МПа при 200°С) мають сплави, які знаходяться в двофазній області a + S. Збільшення вмісту Mg сприяє підвищенню жароміцності після природнього та штучного старіння (рис.2.19).
В табл. 2.9 наведено розташування сплавів системи Al-Mg-Cu в залежності від співвідношення Cu/Mg. Збільшення концентрації магнію, а отже й зниження співвідношення Cu/Mg, сприяє підвищенню жароміцності як після природнього, так і штучного старіння. Найбільшу жароміцність мають сплави Д16, Д19, ВАД1, АК4-1, ВД17.

Рисунок 2.17 – Мікроструктура сплаву Д1: a + CuAl2 + S(Al2MgCu), литий стан, ´250 [2]
Рисунок 2.18 – Мікроструктура сплаву Д16: a + CuAl2 + подвійна (a + S) + потрійна (a + q + S) евтектики, литий стан, ´500 [2] У всіх сплавах системи Al-Mg-Cu (крім Д18 та АК4-1) марганець є обов’язковим легувальним елементом. Марганець входить до складу фаз Al(MnFe)Si, (FeMn)Al6, (AlCu)6(MnFe)Cu. На природу фаз, які спостерігаються в структурі, впливає швидкість охолодження в процесі литва. Марганець підвищує температуру рекристалізації сплавів, прискорює розпад пересиченого твердого розчину. В присутності Mn старіння проходить більш інтенсивно.
Рисунок 2.19 – Вплив вмісту Mg на довготривалу міцність сплаву Al – 3,5% Cu – 0,6% Mn при 300°С (s = 50 МПа) [6]
Таблиця 2.9 – Співвідношення Cu/Mg для сплавів системи Al-Mg-Cu [3]
В загартованому стані міцність сплаву з Mn на 100 МПа вища, ніж у сплаву без Mn. Максимальна різниця в значеннях sв та s0,2 в сплавах Al-Mg-Cu з Mn та без Mn, природно та штучно зістарених, досягає приблизно 150 МПа. Сплав АК4-1 (модифікація сплаву АК4) – жароміцний сплав. Може експлуатуватися до 250…300°С. Сплав має двофазну структуру a-фаза + S-фаза (Al2CuMg). Мікроструктура сплаву АК4-1 в литому стані наведена на рис.2.20.
a + S(Al2CuMg) + FeNiAl3 Рисунок 2.20 – Мікроструктура сплаву АК4-1 (литий стан), ´500 [2] В залежності від присутності Fe та Ni фазовий склад сплаву може суттєво відрізнятися, що приводить до зміни характеру зміцнення. При додаванні Fe утворюється нерозчинна інетрметалідна сполука Cu2FeAl7, це знижує розчинність міді в твердому розчині і зменшує ефективність зміцнювальної термічної обробки. Характеристики міцності в загартованому та зістареному стані знижуються. При додаванні Ni міцність також знижується як і при додаванні заліза. Нікель утворює майже нерозчинну інтерметалідну сполуку Al6Cu3Ni, яка зв’язує мідь та також зменшує ефективність зміцнювальної термічної обробки. При одночасному введенні Fe та Ni утворюється інтерметалідна сполука Al9FeNi. Поява цієї фази зменшує вірогідність утворення фаз Cu2FeAl7 та Al6Cu3Ni, що сприяє збільшенню концентрації міді в твердому розчині. При цьому зростають характеристики міцності (рис.2.21), збільшується довготривала міцність (рис.2.22), але знижується пластичність та в’язкість руйнування.
Вироби з дюралюміну піддають зміцнювальній термічній обробці: гартування та в більшості випадків природнє старіння. Особливість гартування дюралюміну – жорстке дотримування регламентованої температури нагрівання під гартування. Нагрівання вище допустимих значень може привести до оплавлення евтектики по межах зерен, що супроводжується окисленням металу та утворенням усадкової пористості. Це призводить до зниження втомної міцності, корозійної стійкості, пластичності, міцності. Охолодження з температури гартування – прискорене, тому що навіть незначний розпад пересиченого a-твердого розчину з виділенням інтерметалідних фаз по межах зерен обумовлює підвищену схильність до міжкристалічної корозії (МКК) (не впливаючи на механічні властивості).
Природнє старіння забезпечує поєднання високих значень міцності (sв) та пластичності (d). При штучному старінні sв майже не змінюється (порівняно із природним старінням), границя плинності (s0,2) значно збільшується при зниженні d. Сплав АК4-1 використовують після гартування та штучного старіння. Дюралюміни мають низьку корозійну стійкість. Способи захисту дюралюмінів від корозії: плакування (покриття технічно чистим Al в процесі деформації) та анодування. Недоліком плакованих листів є низький опір втомі. В табл.2.10 наведені приклади використання сплавів системи Al-Cu-Mg. Таблиця 2.10 – Приклади використання сплавів системи
2.6.2 Алюмінієві сплави системи Al-Mn-Cu. Марки: Д20, Д21. На відмінну від сплавів системи Al-Cu-Mg в сплавах системи Al-Mn-Cuбільш висока концентрація Cu та низька концентрація Mn. Оптималь ні механічні властивості спостерігаються при вмісті 5…6% Cu та 0,4…0,8% Mn. Сплави мають високу пластичність, технологічність, високу жароміцність. Характеристики міцності та пластичності цих сплавів підвищуються із зниженням температури (використовуються в криогенній техніці). Марганець є основним легувальним елементом для цих сплавів, він підвищує їх жароміцність внаслідок суттєвого впливу на дифузійні процеси розпаду твердого розчину. Марганець має низький коефіцієнт дифузії в гратці Al та майже на 2 порядка знижує коефіцієнт дифузії атомів Cu в гратці Al. Це уповільнює розпад твердого розчину при 250…300°С. Крім того, при цих температурах Mn уповільнює швидкість коагуляції фази CuAl2. Також Mn з причини схильності до дендритної ліквації збагачує примежові ділянки та утруднює виділення і коагуляцію частинок CuAl2. Виділення Т-фази (Al12Mn2Cu) в дисперсному стані також сприяє підвищенню жароміцності.
Фазовий склад сплавів Д20, Д21 згідно діаграми стану Al-Mn-Cu (рис.2.23): a-твердий розчин + q-фаза (CuAl2) + Т-фаза (Al12Mn2Cu).
Рисунок 2.23 – Ізотерми розчинності в алюмінієвому куту системи Al-Cu-Mn при 610, 525, 400°С [3] Цирконій, ванадій, титан в цих сплавах утворюють інтерметалідні фази типу Al3Zr, Al11V, Al3Ti. Ці елементи мало змінюють властивості сплавів при кімнатній температурі, але подрібнюють зерно, підвищують температуру рекристалізації та жароміцність, підвищують пластичність зварного з’єднання. Сплави Д20 та Д21 зміцнюються гартуванням та штучним старінням. Зміцнення сплавів відбувається за рахунок зон ГП1, ГП2 та метастабільної фази q¢. Для отримання високих характеристик механічних властивостей при кімнатних температурах старіння проводиться при температурах 170°С, а для високої жароміцності – при 200…220°С. Порівняно із сплавами типу Д16 сплави Д20 та Д21 мають гіршу корозійну стійкість. Для захисту від корозії вироби з цих сплавів анодують та наносять на них лакофарбові покриття. Сплав Д20 використовують для виготовлення деталей (лопатки, диски компресора) турбореактивних двигунів (ТРД), які експлуатують при температурах до 300…350°С; для виготовлення зварних деталей та ємностей, які короткотривалу експлуатують в інтервалі температур –253…+300°С. Сплав Д21 використовують для виготовлення деталей двигунів, які експлуатуються при температурах до 250°С та силові елементи. 2.6.3 Сплави системи Al-Mg-Si (авіалі). Марки: АД31, АД33, АД35, АВ. Авіаль – авіаційний алюміній. Ці сплави менш леговані ніж дюралюміни (сумарний вміст легувальних елементів 1…2%). Авіалі порівняно з дюралюмінами мають меншу міцність, але більшу пластичність та корозійну стійкість. Піддаються кольоровому анодуванню, емалюванню, ематалюванню з фарбуванням в будь-який колір. Мають високу пластичність як в холодному, так і в гарячому стані, добру зварюваність, високу електропровідність. Із сплавів виготовляють складні за конфігурацією тонкостінні пресовані профілі, в тому числі і з порожнинами, які ідуть на виготовлення окантовки дверей, віконних рам та інше.
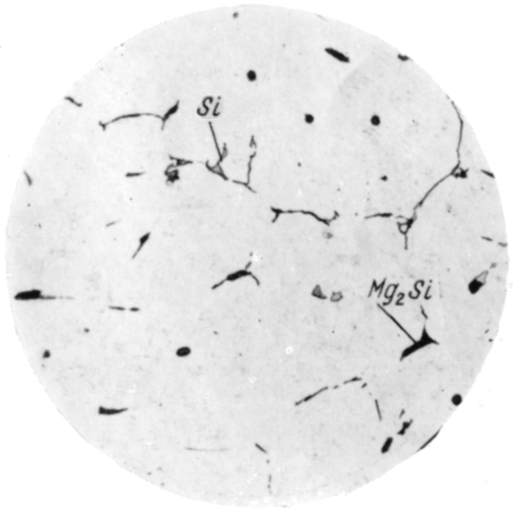
Згідно до ізотермічного перерізу діаграми стану системи Al-Mg-Si (рис.2.24) фазовий склад сплавів АВ та АД35 a + Mg2Si + Si, а сплавів АД31 та АД33 a + Mg2Si. Мікроструктура сплаву АВ в литому стані наведена на рис. 2.25.
а – при 200°С; б – при 550°С Рисунок 2.24 – Ізотермічні перерізи діаграми стану системи Al-Mg-Si
Рисунок 2.25 – Мікроструктура сплаву АВ: a + Mg2Sі + Si, литий стан, ´250 [2] Максимальне значення sв мають природньо та штучно зістарені сплави системи Al-Mg-Si із трифазною структурою a + Mg2Si + Si при сумарному вмісті Mg та Si 2,5…4% (Mg/Si = 1,73), рис.2.26. Міцність сплавів підвищується при збереженні концентрації магнію та підвищенні вмісту кремнію понад кількість, яка відповідає співвідношенню магнію та кремнію в сполуці Mg2Si. Але при цьому виділяються кристали кремнію, що знижує корозійну стійкість (спостерігається міжкристалітна корозія внаслідок виділення надлишкових кристалів Si по межах зерен при штучному старінні) та погіршує декоративний вигляд сплаву. Легування Cu в концентрації, при якій відбувається майже повне її розчинення в a-твердому розчині, трохи підвищує міцність, але знижує корозійну стійкість. Тому сплав АВ іноді використовують без міді. При легуванні сплавів Mn та Cr виділяються дисперсні частинки (Al6Mn, a(Al-Si-Mn), Al7Cr). Ці фази підвищують температуру рекристалізації, утруднюють ріст зерен при вторинній кристалізації, сприяють збереженню нерекристалізованої структури в пресованих виробах після термічної обробки, тобто в цих сплавах можливий прес-ефект. На корозійну стійкість впливає термічна обробка: після штучного старіння сплави системи Al-Mg-Si набувають схильності до МКК, що обумовлено появою межі поділу між метастабільною інтерметалідною фазою та матрицею.
Рисунок 2.26 –Вплив магнію та кремнію на ефект гартування (а) та штучного старіння (б) системи Al-Mg-Si (міцність в кгс/мм2; До сплавів застосовують термічну обробку: гартування та старіння. Температура гартування 540…560°С, охолодження на повітрі. Старіння може бути як природнім так і штучним. Природнє старіння за часом триваліше ніж у дюралімінів (біля 2 тижнів). На практиці частіше використовують штучне старіння, воно забезпечує більший приріст міцності. Оптимальні механічні властивості отримують після старіння за режимом 160…170°С, 12…15 год. У випадках, коли від сплаву вимагається поєднання помірної міцності, високої пластичності та доброї корозійної стійкості, сплави АВ, АД31, АД33 використовують після природнього старіння. Зміцнення сплавів відбувається за рахунок утворення зон ГП та метастабільної фази. Розпад a-твердого розчину при старінні проходить через наступні стадії: a®a + ГП1®a + ГП2®a + b¢®a + b (Mg2Si).
Приклади використання сплавів системи Al-Mg-Si наведені в табл.2.11. Таблиця 2.11 – Приклади використання сплавів системи Al-Mg-Si
2.6.4 Сплави системи Al-Mg-Cu-Si (ковочні сплави). Марки: АК6, АК8, АК4, АК2. Ці сплави займають проміжне положення між дюралюмінами та авіалями. Сплави мають високу технологічність при литті та гарячій пластичній деформації (450…475°С); їх використовують для виготовлення штамповок та поковок. Основні вимоги – пластичність і відсутність утворення тріщин при деформації. В сплавах системи Al-Mg-Cu-Si (рис.2.27) в рівновазі з a-твердим розчином можуть знаходиться такі фази: q-фаза (CuAl2), b-фаза (Al3Mg2), Mg2Si, Si, S-фаза (Al2CuMg), T-фаза (Al6CuMg4), W(Q)-фаза (Cu2Mg8Si6Al5). Фазовий склад сплавів залежить від співвідношення вмісту Mg/Si (табл.2.12). Таблиця 2.12 – Фазовий склад сплавів системи Al-Mg-Cu-Si в залежності від співвідношення Mg/Si [5]
Зміцнювальні фази в сплавах АК6, АК8 та АК2: q, W, Si. В сплаві АК4: q, Mg2Si, Si. Мікроструктура сплаву АК8 в литому стані наведена на рис. 2.28. Із збільшенням вмісту міді при постійній концентрації Mg та Si характеристики міцності зростають, але при вмісті Cu > 2,2% відносне видовження знижується (рис.2.29). Крім того, збільшення концентрації міді знижує корозійну міцність сплавів (sкр з 250 МПа до 60…80 МПа) та в’язкість руйнування К1с в 2 рази. Сплави піддають гартуванню та штучному старінню для одержання максимального зміцнення. Сплави мають низьку корозійну стійкість, тому потребують ретельного захисту від корозії (анодування та лакофарбові покриття). В табл. 2.13 наведені приклади використання сплавів системи Al-Mg-Cu-Si. Таблиця 2.13 – Приклади використання сплавів системи Al-Mg-Cu-Si
а – 0,6% Si; б– 1,2% Si; в – 1,8% Si; г – 3% Cu; д – 4,5% Cu Рисунок 2.27 – Перерізи ізотермічного тетраедра при 500°С системи Al-Mg-Cu-Si [5]
2.6.5 Високоміцні сплави системи Al-Zn-Mg (Al-Zn-Mg-Cu). Марки: В95, В96, В93. Сплави на основі системи Al-Zn-Mg-Cu мають найбільшу міцність (sв до 750…800 МПа в поздовжньому напрямку для пресованих напівфабрикатів) серед сплавів на основі Al та високу границю плинності s0,2, котра на 40…50% більша ніж у сплаву Д16. На рис. 2.30 наведено фазовий склад областей в твердому стані системи Al-Zn-Mg. В рівновазі з a-фазою знаходяться п’ять фаз: b-фаза (Al3Mg2); d-фаза (Mg17Al12); ζ-фаза (Mg2Zn3); h-фаза (MgZn2); u-фаза (MgZn5 або Mg2Zn11); T-фаза (Al2Mg3Zn3). Цинк та магній мають найбільшу розчинність в гратці Al (70% та 17,4% відповідно) і ця розчинність із зниженням температури різко зменшується, це дозволяє сплави системи Al-Zn-Mg суттєво зміцнювати при термічній обробці внаслідок розпаду пересиченого твердого розчину і утворення дисперсних частинок зміцнювальних фаз.
Рисунок 2.30 – Фазовий склад областей в твердому стані системи Al-Zn-Mg (a-фаза - твердий розчин на основі Al; g-фаза - твердий розчин на основі Zn) [5] Зміцнення сплавів Al-Zn-Mg та ефективність термічної обробки збільшуються при збільшенні сумарного вмісту Zn та Mg, вони приблизно однакові в фазових областях a + h, a + h + Т, a + Т. Однак найбільшу міцність мають сплави, які відповідають політермічному перерізу Al-T (рис.2.31). Недолік сплавів системи Al-Zn-Mg – схильність до корозії під навантаженням. При загальній добрій корозійній стійкості ці сплави руйнуються під дією розтягувальних напружень (< s0,2) в умовах корозійного середовища (наприклад, звичайна атмосфера). Корозія під навантаженням, як і в сплавах Al-Mg, пов’язана із структурним станом. Вона спостерігається при нерівномірному розпаді пересиченого твердого розчину (після гартування), з переважним виділенням проміжних інтерметалідних фаз по межах зерен. Така структура утворюється після вилежування загартованого сплаву в природних умовах. Легування міддю підвищує опір сплаву корозії під навантаженням. Діаграми перерізів ізотермічних тетраедрів сплавів системи Al-Zn-Mg-Cu при 460°С, 200°С при вмісті цинку 4, 6 та 8% показана на рис.2.32.
1 – відпалений стан; 2 – загартований стан; 3 – після природнього старіння; 4 – після штучного старіння; 5 – ефект гартування; 6 – ефект природнього старіння; 7 – ефект штучного старіння; пунктирна лінія – границя розчинності при tвід = 400°С; штрих-пунктирна лінія – границя розчинності при гартуванні з t = 460°С Рисунок 2.31 – Властивості сплавів Al-Zn-Mg, які знаходяться на перерізі Al-Т [6]
а – 4% Zn; б – 6% Zn; в – 8% Zn 1 – сплав В95; 2 – сплав В93 Рисунок 2.32 – Перерізи ізотермічних тетраедрів при 460, 200°С системи Al-Zn-Mg-Cu [5] Ізоморфні інтерметалідні фази систем Al-Mg-Zn та Al-Cu-Mg мають значні області існування твердих розчинів: фази Т(Mg3Zn3Al2) та Т(CuMg4Al6) утворюють чотирьохкомпонентний твердий розчин Т-фазу (AlCuMgZn); двокомпонентна фаза MgZn2 та трикомпонента фаза CuMgAl утворюють твердий розчин М-фазу (AlCuMgZn); фази Z(Mg2Zn11) та Z(Cu6Mg2Al5) утворюють твердий розчин фазу Z (AlCuMgZn). В межах концентрації сплавів (до 10%Zn, до 50%Cu і до 30%Mg) в рівновазі з a-твердим розчином, крім названих фаз, знаходяться фази q(CuAl2) та S (Al2CuMg). В табл. 2.14 наведено фазовий склад деяких сплавів системи Al-Zn-Mg-Cu. Мікроструктура сплаву В95 в литому стані наведена на рис.2.33. Таблиця 2.14 – Фазовий склад сплавів системи Al-Zn-Mg-Cu
a + S-фаза + Т-фаза + M-фаза Рисунок 2.33 – Мікроструктура сплаву В96 (литий стан), ´250 [2] В залежності від фазового складу найбільшу міцність мають сплави в областях: a + S; a + S + Т; a + Т (рис.2.34).
Рисунок 2.34 – Міцність (sв, кгс/мм2; 1кгс/мм2 = 10 МПа) сплавів Al-Zn-Mg-Cu (7,0% Zn; 0,4% Mn; 0,2% Cr) після термічної обробки (гартування + штучне старіння) Заштрихована область – сплави з максимальною міцністю. Лінією з’єднані сплави однакової міцності [6] Для підвищення надійності та довговічності в сплавах обмежують вміст домішок Si та Fe та зменшують вміст Zn: В95пч, В95оч, В93пч (пч – сплав підвищеної чистоти; оч – сплав особливої чистоти). Домішки Si та Fe можуть утворювати інтерметалідні фази: Al(MnFeCr)CuZn; Mg2Si евтектичного походження; a(AlMnFeSiCu), яка називається «китайський ієрогліф»; Al7Cu2Fe. Ці інтерметаліди є концентраторами напружень та приводять до появи мікротріщин, знижують пластичність, в’язкість руйнування та збільшують швидкість розповсюдження тріщини. Зменшення концентрації домішок Si та Fe призводить до підвищення пластичності, тріщиностійкості при збереженні статичної міцності та деякому збільшенню опору малоцикловій втомі. Сплави системи Al-Zn-Mg-Cu додатково легують Mn та Cr (або Zr). Ці елементи зменшують стійкість пересиченого твердого розчину, прискорюють його розпад, підсилюють ефект старіння сплаву, викликають прес-ефект. Сплави системи Al-Zn-Mg-Cu піддають зміцнювальній термічній обробці: гартування та старіння. Ці сплави потрібно порівняно швидко охолоджувати з температури гартування. Сплави здатні до тривалого природнього та штучного старіння. Внаслідок тривалого природнього старіння високоміцні сплави Al-Zn-Mg-Cu переходять при кімнатній температурі через максимум міцності від зонного до фазового старіння, що супроводжується різким погіршенням корозійної стійкості. Тому сплави В93, В95, В96 після гартування необхідно відразу піддавати штучному старінню. Також штучне старіння забезпечує максимальний ефект зміцнення. При кімнатній температурі старіння сплавів відбувається дуже повільно. Найбільший ефект зміцнення спостерігається після тридцятої доби від початку старіння, а потім процес зміцнення уповільнюється. Однак процес старіння триває 5…8 років та більше (рис.2.35). Характеристики міцності (sв, s0,2) сплаву 1915 на тридцяту добу старіння набувають значень 360 та 220 МПа відповідно, після 7 років 410 та 290МПа. Після 5-ти річного старіння спостерігається зниження відносного видовження та відносно різке зростання s0,2 в порівнянні з sв (сплав переходить від зонного до фазового старіння).
1 сплав – 1915 (4,0…5,0% Zn; 1,0…1,8% Mg; 0,2…0,7% Mn; 0,08…0,20% Zr; 0,06…0,2 Cr); 2 сплав – В92Ц (2,9…3,6% Zn; 3,9…4,6% Mg; 0,6…1,0% Mn; 0,1…0,2% Zr) Рисунок 2.35 – Залежність механічних властивостей листів від часу природнього старіння [6] Сплави системи Al-Zn-Mg-Cu піддають двоступеневому штучному старінню. Таке старіння підвищує міцність сплавів (рис.2.36). Основне зміцнення при двоступеневому старінні відбувається на першій ступені при більш низький температурі (зонне старіння). На другій – приріст міцності невеликий. Але ця стадія має значний вплив на розмір зміцнювальної фази та на корозійну стійкість сплавів.
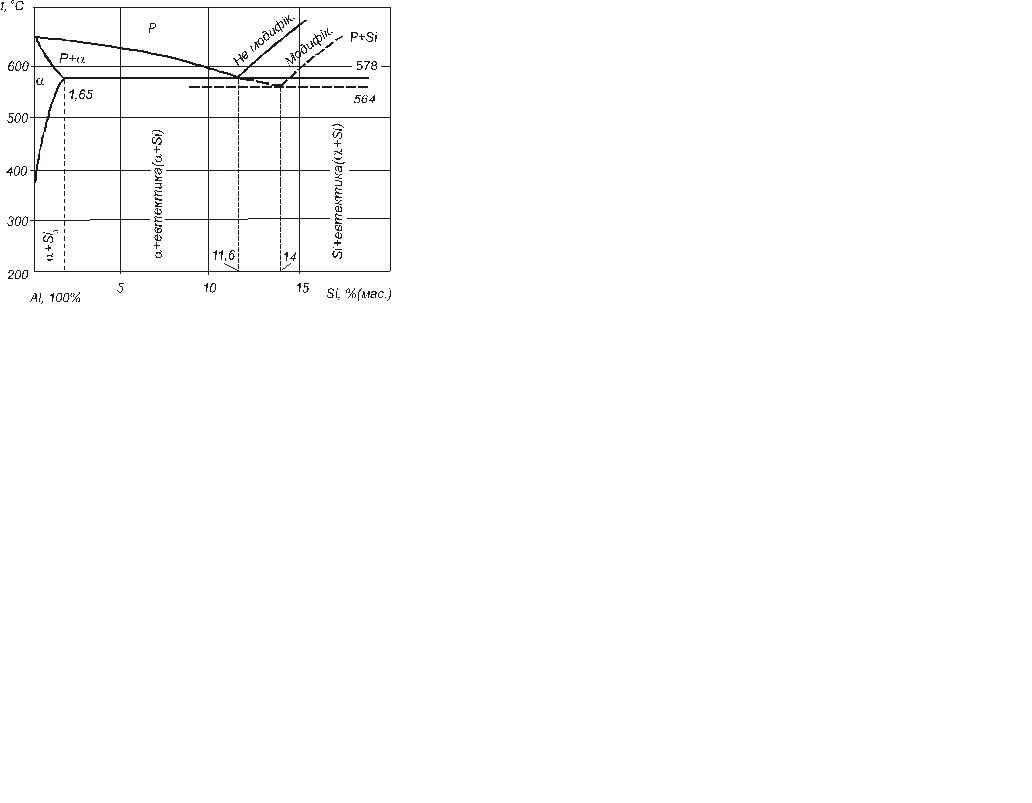
1 – сумарний ефект старіння при 120 та 160°С; 2 – ефект старіння при 160°С Рисунок 2.36 – Ефект ступеневого старіння сплаву В95 [6] Старіння на другій ступені супроводжується ростом та коагуляцією частинок зміцнювальних фаз. Дислокації, які утворилися в процесі гартування сплаву, по мірі росту і коагуляції частинок анігілюють. В результаті старінні за режимом Т2 (120°С, 3 год. + 170°С, 12 год.) дислокації ще зберігаються, але вони закріплюються частинками, які виділилися на них при старінні, а при старінні за режимом Т3 (120°С, 3 год. + 185°С, 4 год; коагуляційна стадія) дислокації повністю анігілюють. На стадії фазового старіння (старіння на максимум міцності, Т1: 120°С, 3 год. + 165°С, 4 год.) в структурі сплавів під дією прикладаємого навантаження формується найбільш небезпечний тип розподілу дислокацій – компланарний, який має вигляд смуг ковзання з великою густиною дислокацій. Такий розподіл дислокацій утворюється в результаті перерізання дислокаціями частинок метастабільної зміцнювальної фази М', когерентно пов'язаної з матрицею по площинах типу {111}. Скупчення дислокацій поблизу меж зерен викликає утворення локально високих концентрацій напружень і є однією з причин схильності алюмінієвих сплавів до корозійного розтріскування. Результатом взаємодії дислокацій з частинками стабільної фази М(коагуляційне старіння Т3) є клубкова дислокаційна структура, при якій дислокації рівномірно розподіляються відносно меж зерен, не викликаючи появи концентраторів напружень. Це сприяє підвищенню корозійної стійкості алюмінієвих сплавів. Тому сплави системи Al-Zn-Mg-Cu доцільно використовувати в стадії коагуляційного старіння (режими Т2 та Т3). Високоміцні сплави порівняно із сплавами середньої міцності (дюралюмінами) менш пластичні та більш чутливі до надрізів, перекосів, що необхідно враховувати при обробці деталей та складанні з них конструкцій. При конструювання деталей необхідно обирати форми з мінімальними концентраторами напруження, з більшою плавністю переходів при зміні перетину, зменшувати ексцентриситет. Високоміцні сплави можуть тривало експлуатуватися до 100…120°С. Їх використовують для важконавантажених деталей конструкцій, які в основному працюють в умовах напруження стиснення (обшивка, стрингери, шпангоути, лонжерони літаків). ЛИВАРНІ АЛЮМІНІЄВІ СПЛАВИ Ливарні сплави за хімічним складом та комплексом властивостей поділяються на 5 основних груп [3] : 1. Сплави на основі систем Al-Si та Al-Si-Mg. 2. Сплави на основі системи Al-Si-Mg-Сu. 3. Сплави на основі систем Al-Сu та Al-Сu-Mn. 4. Сплави на основі системи Al-Mg. 5. Сплави на основі систем Al – інші елементи (Ni, Zn, Fe). 2.7.1 Сплави на основі систем Al-Si та Al-Si-Mg (силуміни). Марки: АК12, АК9, АК13, АК7, АК8. Це сплави з високим вмістом Si. Мають добрі ливарні властивості та високу герметичність. В сплавах систем Al-Si та Al-Si-Mg великий вміст евтектики (50…70%), що обумовлює високі ливарні властивості: добра рідкотекучість, менша лінійна усадка. Сплави цієї групи мають кращу корозійну стійкість ніж сплави 2, 3, 5 груп, але мають меншу жароміцність. Простий силумін (АК12). Сплави системи Al-Si відносяться до сплавів евтектичного типу. Мають невелику густину (густина сплаву АК12 – 2,66 г/см3) та високу корозійну стійкість. Діаграма стану Al-Si наведена на рис.2.37. Фазовий склад: a-твердий розчин заміщення на основі Al, кристали Si. Мікроструктура силумінів наведена на рис.2.38.
Рисунок 2.37 – Діаграма стану Al-Si Кремній має змінну розчинність в a-твердому розчині, але силуміни термічною обробкою не зміцнюються. Це пояснюється високою швидкістю розпаду твердого розчину та коагуляцією частинок Si, які виділяються при старінні. Тому ці сплави піддають відпалу за режимом Т2: 300 ± 10°С, 2…4 год, охолодження на повітрі або з піччю. Силуміни, які мають грубу голчасту евтектику, через крихкість кремнію мають невисокі механічні властивості (sв = 130…140 МПа, d = 1…2%), рис.2.39, та знижені ливарні і корозійні властивості. Подрібнення евтектичних включень кристалів Si та одержання тонкодисперсної евтектики дозволяє підвищити міцність та пластичність силумінів. Це можна здійснити двома способами: 1) збільшенням швидкості охолодження при кристалізації. Цей спосіб використовують тільки у випадку литва в металевий кокіль та методом литва під тиском (для тонкостінних деталей); 2) модифікуванням – введенням в сотих долях відсотка лужних металів (Na, Li, Sr). Введення 0,01%Na призводить до різкого подрібнення евтектичних кристалів Si. Крім того, внаслідок присутності Na евтектична точка зсувається в бік більш високих концентрацій Si і це призводить до зміни структури силуміну – евтектичний сплав стає доевтектичним. Натрій вводиться в сплави в сумішах солей, наприклад 2/3NaF + 1/3NaCl. Щоб в сплаві отримати 0,01%Na, необхідно ввести 2% вказаної суміші. В результаті взаємодії фтористого Na з Al утворюється металевий Na. Подрібнення кристалів Si при введенні Na пояснюється тим, що при кристалізації сплаву Na адсорбується на поверхні кристалів Si та запобігає їх подальшому росту. Модифікування Sr має майже такий вплив як Na, але модифікування Sr – екологічно більш безпечний процес, так як Sr вводиться у вигляді лігатури (металевого сплаву Al-Sr), а не у вигляді солей, що супроводжується виділенням ядовитих газів (F, Cl).
а – доевтектичний силумін з 4…5% Si (a + евтектика(a + Si)), ´200; б – доевтектичний силумін з 10% Si (a + евтектика(a + Si)), ´200; в – евтектичний силумін з 11,7% Si (евтектика(a + Si)), ´500; г – заевтектичний силумін з 13% Si (Si + евтектика(a + Si)), ´200 Рисунок 2.38 – Мікроструктура силумінів до модифікування [2] (при друкуванні змешено в 1,5 рази)
Рисунок 2.39 – Зміна механічних властивостей модифікованого та немодифікованого силумінів в залежності від вмісту Si (литво в кокіль) [2] Ефект від модифікування тим більше, чим більше вміст Sі в сплаві. Для силумінів із вмістом Sі£5% модифікування не проводиться. Мікроструктура силуміну після модифікування наведена на рис.2.40.
Рисунок 2.40 – Мікроструктура силуміну з 13% Sі після модифікування (дендрити a-твердого розчину та тонкодисперсна евтектика(a + Si)), ´150 Леговані силуміни (сплави системи Al-Si-Mg).Марки: АК13, АК8, АК7, АК9. Введення легувальних елементів в прості силуміни дозволяє проводити зміцнювальну термічну обробку. Магній утворює фазу Mg2Si. В присутності великої кількості Si розчинність частинок Mg2Si в a-твердому розчині зменшується, тому вміст Mg в силумінах менший, ніж в деформівних сплавах. Легування Mg підвищує корозійну стійкість силумінів. Сплави зміцнюються гартуванням та старінням внаслідок утворення пересиченого a-твердого розчину Si та Mg в гратці Al та наступного розпаду при старінні з виділенням дрібнодисперсних частинок інтерметалідної фази Mg2Si. 2.7.2 Сплави на основі системи Al-Si-Mg-Cu (леговані силуміни). Марки: АК5М, АК8М, АК12М2, АК5М7. Сплави мають добрі ливарні властивості, високе значення sв та s0,2 при кімнатній та підвищеній температурі. В сплавах цієї системи високій вміст Si (окрім сплаву АК5М). Це означає, що в сплавах достатньо високий вміст евтектики і вони мають добрі ливарні властивості. Порівняно з 1 групою ці сплави краще оброблюються різанням та мають підвищену жароміцність. Однак із підвищенням концентрації Cu зменшується корозійна стійкість. При одночасному легуванні сплавів системи Al-Si магнієм та міддю можуть утворюватися зміцнювальні фази W(AlxMg3Cu4Si4) та q(Al2Cu). Тобто сплави здатні зміцнюватися термічною обробкою: гартування та штучне старіння. Згідно діаграми Al-Fe-Si, при невеликому вмісті заліза в силумінах з малим вмістом Si виділяється фаза a(AlFeSi), що кристалізується у вигляді кристалів скелетоподібної форми (рис.2.41). При збільшенні вмісту кремнію та заліза утворюється фаза b(AlFeSi), яка має вигляд голок або пластин. Наявність фаз, які містять залізо, приводить до зниження механічних властивостей (особливо ударної в’язкості і відносного видовження) та ливарних властивостей. Для нейтралізації негативного впливу заліза в силуміни вводять Mn. В присутності марганцю утворюється сполука типу AlSiFeMn, яка кристалізується у формі компактних включень. Такий же вплив на фази, що містять залізо, мають Cr, Be.
2.7.3 Сплави на основі систем Al-Cu та Al-Cu-Mn – високоміцні жароміцні сплави. Вміст міді від 4 до 6%. Марки: АМ5, АМ4,5Кд. Відносяться до високоміцних матеріалів з підвищеною пластичністю, які мають доволі високий рівень жароміцності. Суттєвим недоліком цих сплавів, порівняно з іншими ливарними сплавами, є значно менша корозійна стійкість, тому сплави потребують ретельного захисту від корозії.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 750; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.124.232 (0.121 с.) |




 1 – гартування; 2 - старіння
Рисунок 2.21 – Вплив вмісту фази FeNiAl9 на ефект термічної
обробки сплаву АК4-1 [7]
1 – гартування; 2 - старіння
Рисунок 2.21 – Вплив вмісту фази FeNiAl9 на ефект термічної
обробки сплаву АК4-1 [7]
 1 – максимальне значення;
2 – мінімальні значення
Рисунок 2.22 – Вплив вмісту фази FeNiAl9 на тривалу міцність сплаву
АК4-1 при 175°С та напруженні 260МПа (по осі абсцис в дужках вказані об’ємні відсотки) [7]
1 – максимальне значення;
2 – мінімальні значення
Рисунок 2.22 – Вплив вмісту фази FeNiAl9 на тривалу міцність сплаву
АК4-1 при 175°С та напруженні 260МПа (по осі абсцис в дужках вказані об’ємні відсотки) [7]





 a + q(CuAl2) + W(Cu2Mg8Si6Al5) + Si
Рисунок 2.28 – Мікроструктура сплаву АК8
(литий стан), ´250 [2]
a + q(CuAl2) + W(Cu2Mg8Si6Al5) + Si
Рисунок 2.28 – Мікроструктура сплаву АК8
(литий стан), ´250 [2]
 sкр – корозійна міцність,
К1с – в’язкість руйнування
Рисунок 2.29 – Залежність механічних властивостей сплавів системи Al-Si-Mg-Cu від вмісту Cu [6]
sкр – корозійна міцність,
К1с – в’язкість руйнування
Рисунок 2.29 – Залежність механічних властивостей сплавів системи Al-Si-Mg-Cu від вмісту Cu [6]










 ´250
а
´250
а
 ´250
б
´250
б
 ´250
в
´250
в



