Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сушка с частичной рециркуляцией отработанного воздуха
При сушке по этой схеме (рисунок 1.4) часть отработанного воздуха возвращается и смешивается перед наружным калорифером со свежим воздухом, поступающим в сушилку. В некоторых схемах смешение отработанного воздуха со свежим может происходить после наружного калорифера. При сушке с частичной циркуляцией материал сушится при более низких температурах воздуха, чем в сушилке основной схемы. При добавлении части отработанного воздуха к свежему увеличивается объем циркулирующего воздуха, а следовательно, и скорость его движения через сушилку, что способствует более интенсивному тепло- и влагообмену. Для сушилки с рециркуляцией требуется больший расход энергии на вентилятор и большие капитальные затраты, чем для сушилки основной схемы.
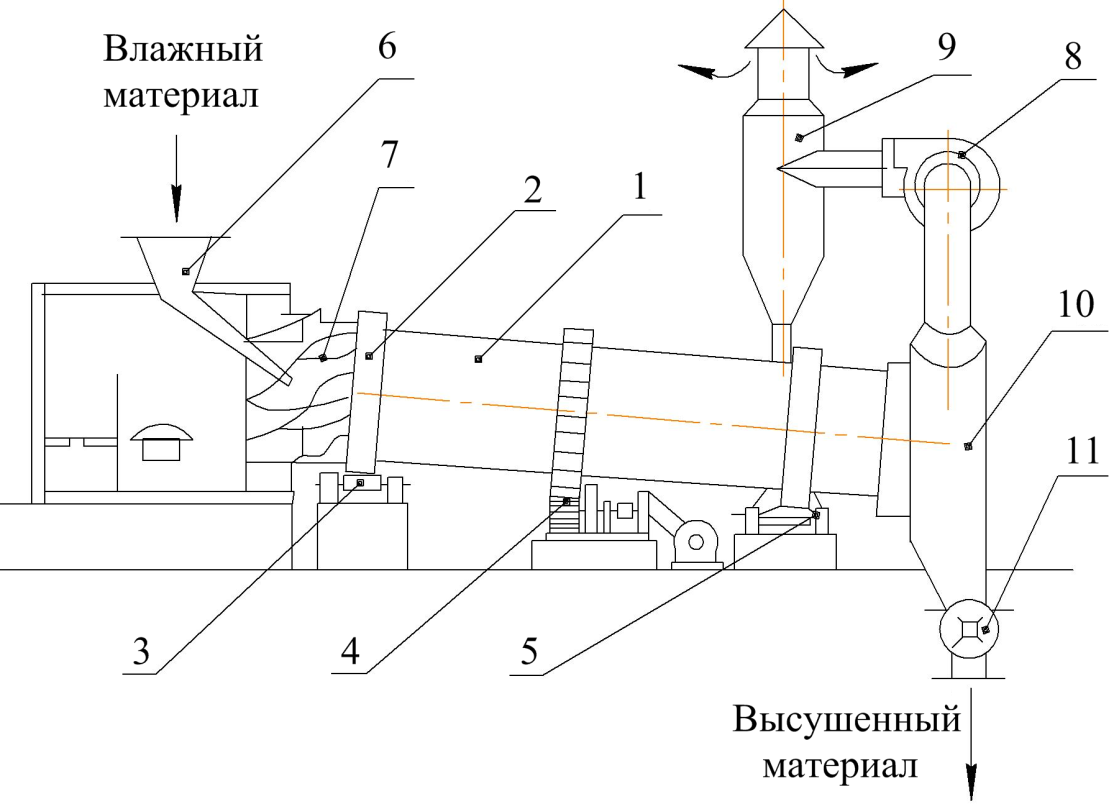
Рисунок 1.4 – Сушка с частичной рециркуляцией отработанного воздуха При сушке с частичной циркуляцией материал сушится при более низких температурах воздуха, чем в сушилке основной схемы. При добавлении части отработанного воздуха к свежему увеличивается объем циркулирующего воздуха, а следовательно, и скорость его движения через сушилку, что способствует более интенсивному тепло- и влагообмену. Для сушилки с рециркуляцией требуется больший расход энергии на вентилятор и большие капитальные затраты, чем для сушилки основной схемы. Барабанные сушилки Барабанные сушилки широко применяются для непрерывной сушки при атмосферном давлении кусковых, зернистых и сыпучих материалов (рисунок 1.7). Эта сушилка имеет цилиндрический барабан 1, установленный с небольшим наклоном к горизонту и опирающийся с помощью бандажей 2 на ролики 8. Барабан приводится во вращение электродвигателем через зубчатую передачу 4 и редуктор. Число оборотов барабана обычно не превышает 5 – 8 мин-1; положение его в осевом направлении фиксируется упорными роликами 5. Материал подается в барабан питателем 6, предварительно подсушивается, перемешиваясь лопастями 7 приемно-винтовой насадки, а затем поступает на внутреннюю насадку, расположенную вдоль почти всей длины барабана. Насадка обеспечивает равномерное распределение и хорошее перемешивание материала по сечению барабана, а также его тесное соприкосновение при пересыпании с сушильным агентом – топочными газами. Газы и материал особенно часто движутся прямотоком, что помогает избежать перегрева материала, так как в этом случае наиболее горячие газы соприкасаются с материалом, имеющим наибольшую влажность. Чтобы избежать усиленного уноса пыли с газами последние просасываются через барабан вентилятором 8 со средней скоростью, не превышающей 2 – 3 за м/сек. Перед выбросом в атмосферу отработанные газы очищаются от пыли в циклоне 9. На концах барабана часто устанавливают уплотнительные устройства, затрудняющие утечку сушильного агента.
1 – барабан; 2 – бандаж; 3 – ролики; 4 – зубчатая передача; 5 – ролики; 6 – питатель; 7 – лопасти приемно-винтовой насадки; 8 – вентилятор; 9 – циклон; 10 – камера; 11 – разгрузочное устройство. Рисунок 1.7 – Барабанная сушилка
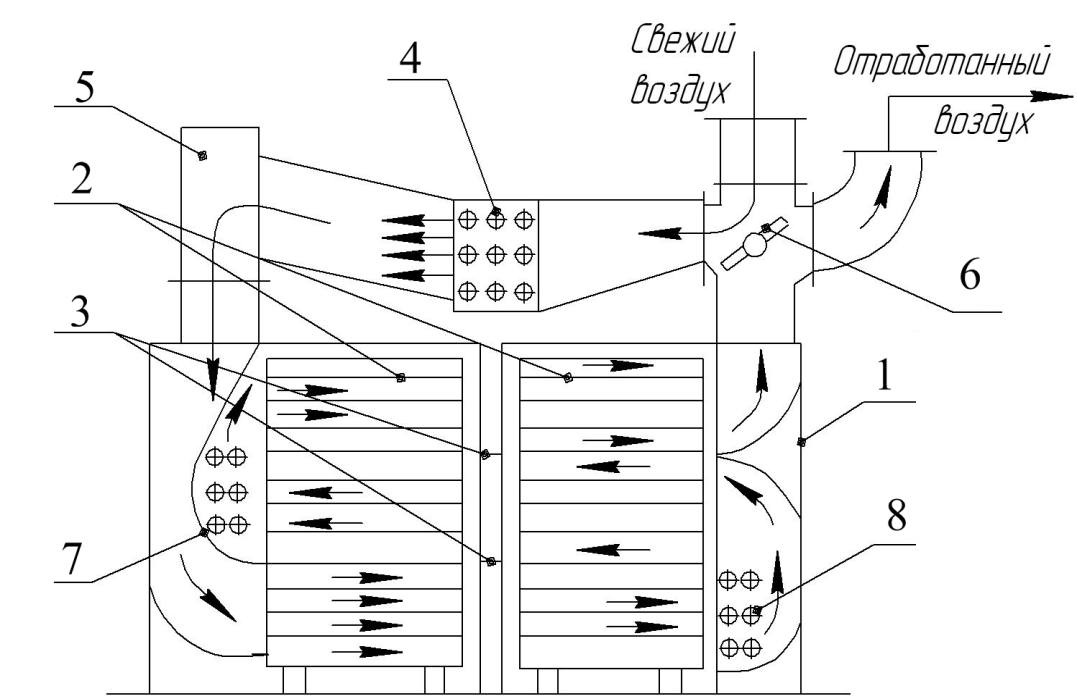
У разгрузочного конца барабана имеется подпорное устройство в виде сплошного кольца или кольца, образованного кольцеобразно расположенными поворотными лопатками в виде жалюзи. Назначение этого кольца – поддерживать определенную степень заполнения барабана материалом; как правило, степень заполнения не превышает 20%. Время пребывания обычно регулируется скоростью вращения барабана и реже – изменением утла его наклона. Высушенный материал удаляется из камеры 10 через разгрузочное устройство 11, с помощью которого герметизируется камера 10 и предотвращается поступление в нее воздуха извне. Подсосы воздуха привели бы к бесполезному увеличению производительности и энергии, потребляемой вентилятором 5. Устройство внутренней насадки барабана зависит от размера кусков и свойств высушиваемого материала. Камерные сушилки Камерные сушилки – аппараты периодического действия, работающие при атмосферном давлении. Они представляют собой герметичные камеры, внутри которых высушиваемый материал в зависимости от его вида располагается на сетках, противнях, шестах, зажимах и других приспособлениях. Материал в этой сушилке (рисунок 1.5) сушится на лотках, установленных на стеллажах или вагонетках, находящихся внутри сушильной камеры 1. На каркасе камеры между вагонетками 2установлены козырьки 3,которые как бы делят пространство камеры на три расположенные друг над другом зоны, вдоль которых последовательно движется сушильный агент. Свежий воздух, нагретый в наружном калорифере 4,засасывается вентилятором 5 и подается вниз камеры сушилки. Здесь он движется, два раза меняя направление и дважды нагреваясь в промежуточных калориферах 6и 7. Часть отработанного воздуха с помощью шибера 8направляется на смешение со свежим.
Камерные сушилкиобладают низкой производительностью и продолжительность сушки в них велика. Сушка в них неравномерна из-за неравномерности температур в камере, возникающей за счет частичного прохода воздуха в вышерасположенные зоны кратчайшим путем. Для создания более равномерной циркуляции воздуха в некоторых конструкциях камерных сушилок наружный вентилятор заменяют внутренними реверсивными осевыми вентиляторами или применяют эжекторы. В эжекционных камерных сушилках рециркулирующий отработанный воздух подсасывается свежим, что позволяет уменьшить расход электроэнергии на циркуляцию воздуха.
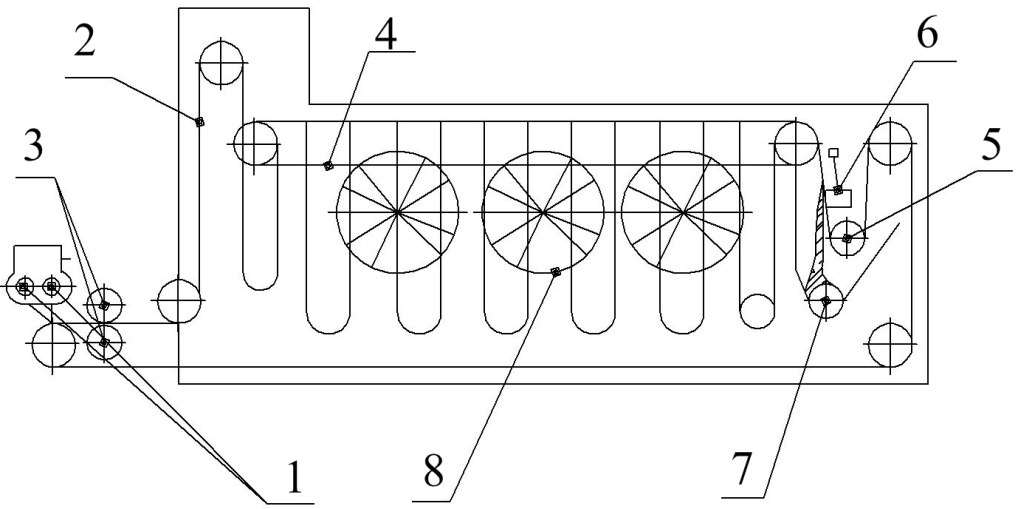
1 – сушильная камера; 2 – вагонетки; 3– козырьки; 4,6,7 – калориферы; 5 – вентилятор; 8 – шибер. Рисунок 1.5 – Камерная сушилка Петлевые сушилки В непрерывно действующих петлевых сушилках, работающих при атмосферном давлении производят сушку пастообразных материалов, а также тонких листовых (рисунок 1.6). Питатель 1 подает материал на бесконечную гибкую сетчатую ленту 2, которая проходит между обогреваемыми паром вальцами 3, вдавливающими пасту внутрь ячеек ленты. Лента с впрессованным материалом поступает в сушильную камеру, где образует петли.
1 – питатель; 2 – бесконечная сетчатая лента; 3 – прижимные вальцы; 4 – цепной конвейер; 5 – направляющий ролик; 6 – автоматическое ударное устройство; 7 – разгрузочный шнек; 8 – вентилятор. Рисунок 1.6 – Петлевая сушилка
Это достигается с помощью шарнирно соединенных звеньев ленты и расположенных на ней через определенные промежутки поперечных планок, опирающихся на цепной конвейер 4. С помощью направляющего ролика 5 лента отводится к автоматическому ударному устройству 6, посредством которого высушенный материал сбрасывается с ленты и выводится из сушилки разгрузочным шнеком 7. Циркуляция воздуха осуществляется с помощью осевых вентиляторов 8, причем горячий воздух или газ движется поперек ленты 2. Сушилка обычно работает по варианту с промежуточным подогревом воздуха и частичной рециркуляцией его по зонам. В петлевых сушилках сушка производится в слое небольшой толщины при двустороннем омывании ленты горячим воздухом и прогреве запрессованного материала металлическим каркасом (сеткой), нагретым вальцами 3. Это обеспечивает большую скорость сушки по сравнению с камерными сушилками. Петлевые сушилки отличаются сложностью конструкции и требуют значительных эксплуатационных расходов.
Выбор рационального способа сушки, типа сушильной установки и конструкции сушильного аппарата представляет собой сложную технико-экономическую задачу. Большинство сушилок, в принципе, имеют схожее применение. Но основным критерием выбора типа сушилки является температурный режим работы, агрегатное состояние высушиваемого материала и его физические и химические свойства. Барабанные сушилки широко применяют для непрерывной сушки, как правило, при атмосферном давлении, кусковых, зернистых и сыпучих материалов, не прилипающих к стенкам и не пылящих. Поэтому для сушки песка рекомендуется использовать барабанную сушилку, работающую по нормальному сушильному варианту. Она получила наибольшее распространение в промышленности благодаря простоте устройства и эксплуатации.
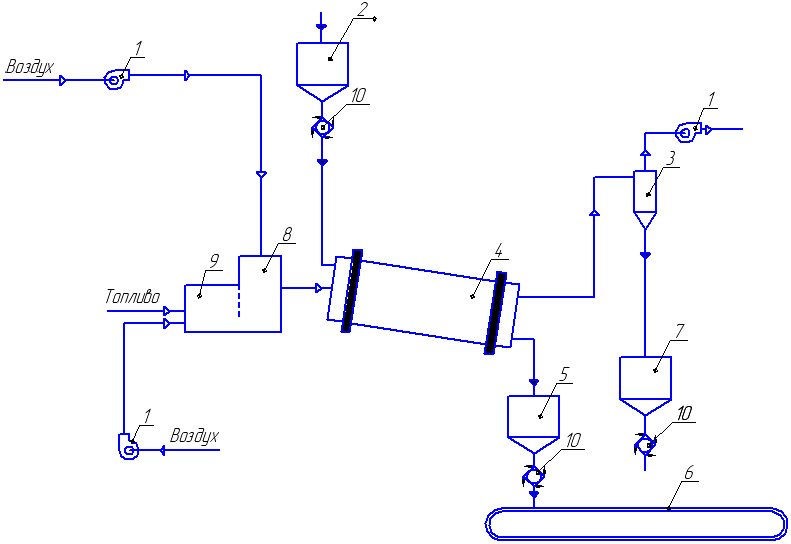
1 – вентилятор; 2 – бункер влажного материала; 3 – циклон; 4 – барабанная сушилка; 5 – бункер высушенного материала; 6 – ленточный транспортер; 7 – пылесборник; 8 – смесительная камера; 9 – топка; 10 – питатель. Рисунок 2.1 – Принципиальная схема прямоточной барабанной сушилки
Влажный материал из бункера 2 (согласно рисунку 2.1) с помощью питателя 10 подается в барабанную сушилку 4. Параллельно материалу в сушилку подается сушильный агент, образующийся от сгорания топлива в топке 9 и смешение топочных газов с воздухом в смесительной камере 8. Воздух в топку и смесительную камеру подается с помощью вентилятора 1. Отработанный сушильный агент перед выбросом в атмосферу очищается в циклоне 3. Пылевая фракция поступает в бункер - пылесборник 7. Высушенный материал собирается в бункере 5, далее с помощью питателя 10 поступает на ленточный транспортер 6. Барабанная сушилка имеет цилиндрический сварной барабан, установленный с небольшим наклоном к горизонту, опирающийся с помощью бандажей на ролики. Барабан приводится во вращение электродвигателем через зубчатую передачу. Частота вращения барабана обычно не превышает 5 – 8 мин-1. Газовая фаза и материал в данном случае движутся прямотоком, что позволяет избежать перегрева материала, однако движущая сила процесса меньше, чем у противоточной установки. К недостаткам барабанных сушилок можно отнести: необходимость мощных приводов, т.к. имеются большие перегрузки в пусковой период и наибольшим перегрузкам подвергается зубчатая передача.
В сушильном барабане неизбежно происходит частичное истирание материала. Наиболее мелкие частицы выносятся из барабана потоком газа. Для улавливания последних чаще всего используют циклоны. Запыленный газ поступает тангенциально через патрубок прямоугольного сечения в верхнюю часть корпуса циклона. Здесь поток запылённого газа движется по спирали вдоль внутренней поверхности стенок циклона. Частицы пыли под действием центробежной силы отбрасываются к стенкам корпуса. Пыль концентрируется вблизи стенок и переносится потоком в разгрузочный бункер. Здесь пыль оседает, а очищенный газ, продолжая вращаться по спирали, поднимается к верху и удаляется. Для транспортировки больших количеств газа при низких давлениях применяют вентиляторы. В данной схеме используется центробежные вентиляторы. В спиралевидном корпусе вентилятора вращается рабочее колесо с большим числом лопаток. Газ поступает по оси колеса через всасывающий патрубок, захватывается лопатками и выбрасывается из корпуса через нагнетательный патрубок. Установки, предназначенные для сжигания топлива без проведения технологических процессов в них, называются топками. Топки подразделяются на отдельно стоящие и встроенные. В данном случае используются отдельно стоящие топки, предназначенные для сжигания жидкого и газообразного топлива с целью получения теплоносителя необходимых параметров, используемые в различных технологических установках. Топки должны удовлетворять следующим требованиям: обеспечивать полное сжигание топлива и высокую экономичность его использования; быть надежными и достаточно простыми для монтажа и обслуживания; быть безопасными в эксплуатации и достаточно дешевыми.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-06; просмотров: 2249; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.122.4 (0.018 с.) |