Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Техническая характеристика шлифовального приспособления
Скорость вращения шпинделя, об /мин: при наружном шлифовании……………… …… …… …………………………3680 при внутреннем шлифовании……………………………………………………8270 Предельные размеры круга при наружном шлифовании, мм: диаметр наибольший………………………………………………………………200 диаметр наименьший…………………………………… …… ……………………85 ширина наибольшая…………………………………………………………………25 Наибольший диаметр наружного шлифования при диаметре круга 200 мм, мм……………………………………………… … ………………………140 Наибольший диаметр внутреннего шлифования при толщине стенок 20 мм, мм……………………………………………………………………………200 Электродвигатель: скорость вращения, об/мин.………………………………………………………2830 мощность, квт………………………………………………………………………0,8 Вес приспособления, кг………………………………………………………………40 Фрезерное приспособление Фрезерное приспособление (рис. 26) предназначено для обработки плоскостей, пазов, шпоночных канавок и других фрезерных работ. Для установки фрезерного приспособления необходимо: отвернуть четыре гайки, закрепляющие поворотную часть суппорта, и снять ее. Оставшиеся винты в салазках попарно сдвинуть так, чтобы при постановке плиты приспособления они скрылись в прямоугольных выемках; установить приспособление на салазки и закрепить плиту четырьмя винтами, которые даются в комплекте приспособления. Режущий инструмент крепится в конусе шпинделя и затягивается тягой, пропущенной через шпиндель станка. Фрезерование наклонных плоскостей достигается путем поворота поворотной стойки на требуемый угол. В комплекте фрезерного приспособления имеется приспособление для фрезерования шестигранника. Для фрезерования шестигранных головок необходимо: установить приспособление в тиски фрезерного приспособления и закрепить винтами; подать деталь в цангу приспособления, оставляя необходимый вылет, после чего зажать цангу круглой гайкой. Форма шестигранника на детали обеспечивается шестигранной формой обоймы приспособления.
Техническая характеристика фрезерного приспособления Наибольшее перемещение приспособления в поперечном направлении, мм……………………………………………………240
Наибольшее перемещение приспособления в вертикальном направлении, мм……………………………………………………105 Наибольшие размеры фрезеруемой плоскости (при диаметре фрезы 40 мм), мм: длина…………………………………………………………………………………200 ширина………………………………………………………………………………100 Наибольший диаметр фрезеруемого вала, мм……………………………………… 50 Наибольший угол поворота приспособления: вокруг вертикальной оси…………………………………………………………±90° вокруг горизонтальной оси………………………………………………………±90° Вес приспособления, кг……………………………………………………………… 44
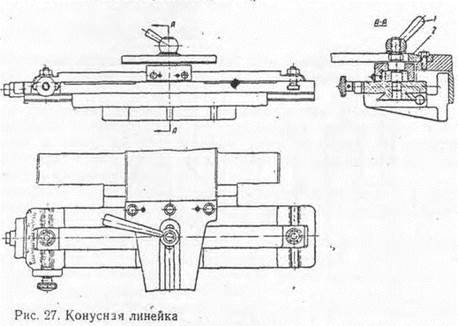
Конусная линейка При обработке детали на станке коническую поверхность можно получить: а) за счет смешения центра задней бабки относительно переднего центра и сообщения суппорту только продольного перемещения; б) с помощью специальной конусной линейки, сообщающей верхней части суппорта, дополнительное поперечное перемещение, при продольном перемещении суппорта. Конусная линейка монтируется на салазках суппорта. С помощью конусной линейки можно производить обработку конусов длиной до 330 мм с углом при вершине до 20°.
При настройке станка для работы с конусной линейкой необходимо освободить гайку винта поперечной подачи и зажать тягу 2 (рис. 27) рукояткой 1. При обычной работе на станке необходимо следить, чтобы ползун не был скреплен с тягой. Это может привести к поломке станка.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 418; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.24.134 (0.006 с.) |