Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вертикально-сверлильные станки
Вертикально-сверлильные станки предназначены для получения сквозных и глухих отверстий в сплошном материале, для рассверливания, зенкерования и развертывания отверстий, для нарезания внутренних резьб метчиками, для обработки торцевых выступов и углублений под головки винтов, заклепок. Применяя специальные инструменты и приспособления, на станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале (т.н. "трепанирование") и т.д.
Для установки инструмента в шпинделе сверлильного станка имеется коническое глухое отверстие. Инструменты с цилиндрическим хвостовиком устанавливаются в шпиндель с помощью патронов, а с коническим – через переходные втулки (рис. 7.3).
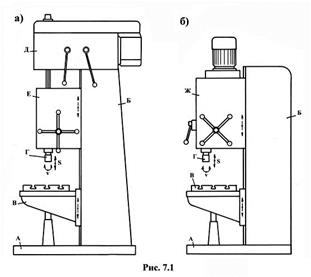
Основные узлы радиально-сверлильного станка на колонне (рис. 7.4) следующие:
А – основание (плита); Б – неподвижная колонна; В – поворотная колонна; Г – рукав (траверса); Д – механизм подъема рукава; Е – сверлильная (шпиндельная) головка; Ж – шпиндельный узел; И – стол. Стол предназначен для закрепления на нём обрабатываемых деталей. Однако громоздкие детали могут устанавливаться на основании, стол в таком случае может быть снят. Движения в станках: - главное – вращение шпинделя с инструментом; - подача – осевое перемещение шпинделя с инструментом; - установочные – вертикальное перемещение рукава по колонне, радиальное перемещение головки по рукаву, поворот рукава вместе с поворотной колонной относительно неподвижной колонны.
|
|||||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 318; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.217.60.35 (0.005 с.) |