Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
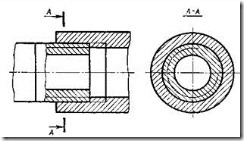
Условное изображение резьбы в сборе
Рис.1.3.3.1 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
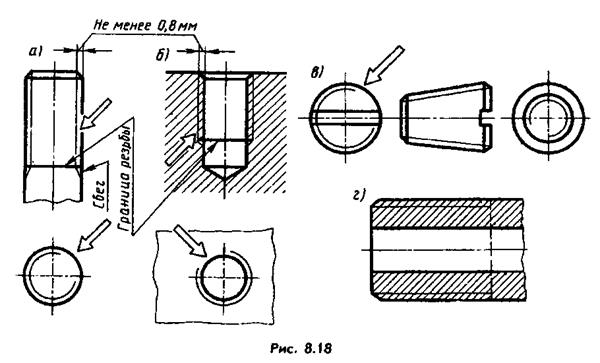
Построение точного изображения витков резьбы требует много времени, поэтому его применяют в редких случаях. Согласно ГОСТ 2.311 — 68* (СТ СЭВ 284—76), на чертежах резьбу изображают условно, независимо от профиля резьбы: на стержне — сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими — по внутреннему, на всю длину резьбы, включая фаску (рис. 8.18, а). На изо-бражениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности и разомкнутую в любом месте. На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 8.18,6).
Сплошную тонкую линию наносят на расстояние не менее 0,8 мм от основной линии (рис. 8.18), но не более шага резьбы. Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне (рис. 8.18, г) и до линии внутреннего диаметра в отверстии (рис 8.18,6). Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают (рис. 8.18). Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы (до начала сбега) основной линией (или штриховой, если резьба изображена как невидимая, рис. 8.19), доводя ее до линий наружного диаметра резьбы. При необходимости сбег резьбы изображают тонкими линиями, проводимыми примерно под углом 30° к оси (рис. 8.18, а, б).
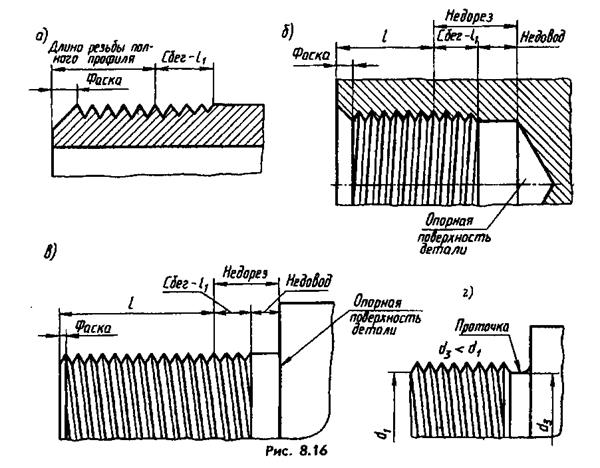
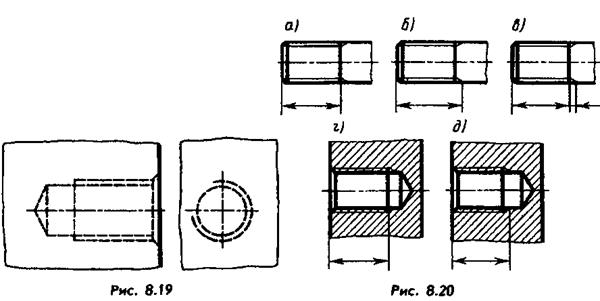
Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам (рис. 8.19). Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину l резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16, г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы.
При необходимости указания сбега или длины резьбы со сбегом размеры наносят, как показано на рис. 8.20, б, в. Недорез резьбы, выполненный до упора, изображают, как показано на рис. 8.21, а, б. Допустимы варианты «в» и «г».
На чертежах, по которым резьбу не выполняют (на сборочных чертежах), конец глухого отверстия допускается изображать по рис. 8.22 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня
В машиностроении применяются стандартные цилиндрические и конические резьбы разных типов, отличающихся друг от друга назначением и параметрами: метрическая, трубная цилиндрическая, трубная коническая, трапецеидальная, упорная и др. Стандарты, устанавливающие параметры той или иной резьбы, предусматривают также ее условное обозначение на чертежах. Обозначение резьбы обычно включает в себя буквенное обозначение, определяющее тип резьбы, а также размер резьбы. Конструкторская документация (КД) — графические и текстовые документы, которые, в совокупности или в отдельности, определяют состав и устройство изделия и содержат необходимые данные для его разработки, изготовления, контроля, эксплуатации, ремонта и утилизации. Классификация] Конструкторские документы классифицируют: 1. По стадии разработки изделия на: 1. Проектную конструкторскую документацию: 1. Документы технического предложения; 2. Документы эскизного проекта; 3. Документы технического проекта; 2. Рабочую конструкторскую документацию: 1. опытного образца; 2. серийного (массового) производства; 2. По характеру их выполнения и использования на: 1. Оригиналы; 2. Подлинники; 3. Дубликаты; 4. Копии; 3. По виду документов (см. ниже). Комплектность конструкторской документации[править | править вики-текст] В зависимости от комплектности (полноты) комплекта конструкторских документов следует различать: · основной конструкторский документ; · основной комплект конструкторских документов; · полный комплект конструкторских документов.
Основной комплект конструкторских документов изделия объединяет конструкторские документы, относящиеся ко всему изделию (составленные на все данное изделие в целом), например, сборочный чертеж, принципиальная электрическая схема, технические условия, эксплуатационные документы. Конструкторские документы составных частей в основной Комплект документов изделия не входят. Полный комплект конструкторских документов изделия составляют (в общем случае) из следующих документов: · основного комплекта конструкторских документов на данное изделие; · основных комплектов конструкторских документов на все составные части данного изделия, примененные по своим основным конструкторским документам. В состав комплекта КД на изделие или его составную часть обязательно входит основной конструкторский документ, который полностью и однозначно определяют данное изделие и его состав. За основные конструкторские документы принимают: для деталей — чертеж детали; для сборочных единиц, комплексов и комплектов — спецификацию. Виды конструкторских документов] ГОСТ 2.102-68 выделяет следующие виды конструкторских документов (в скобках указаны их коды): · Графические документы: · Чертеж детали; · Сборочный чертеж (СБ); · Чертеж общего вида (ВО); · Теоретический чертеж (ТЧ); · Габаритный чертеж (ГЧ); · Электромонтажный чертеж (МЭ); · Монтажный чертеж (МЧ); · Упаковочный чертеж (УЧ); · Схема (по ГОСТ 2.701); · Электронная модель детали; · Электронная модель сборочной единицы (ЭСБ); · Электронная структура изделия. · Текстовые документы · Перечень элементов (ПЭ) · Пояснительная записка (ПЗ); · Таблица (ТБ); · Расчет (РР); · Инструкция (И); · Технические условия (ТУ); · Программа и методика испытаний (ПМ); · Эксплуатационные документы (по ГОСТ 2.601); · Ремонтные документы (по ГОСТ 2.602); · Спецификация; · Ведомость спецификаций (ВС); · Ведомость ссылочных документов (ВД); · Ведомость покупных изделий (ВП); · Ведомость разрешения применения покупных изделий (ВИ); · Ведомость держателей подлинников (ДП); · Ведомость технического предложения (ПТ); · Ведомость эскизного проекта (ЭП); · Ведомость технического проекта (ТП); · Ведомость электронных документов (ВДЭ). Все текстовые документы могут быть выполнены в электронной форме. Все графические документы могут быть выполнены в электронной форме как электронные чертежи и(или) как электронные модели. Документы одного вида и наименования, независимо от формы, являются равноправными и взаимозаменяемыми. Обозначения швов сварных соединений на чертежах В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком «+» (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
Рис. 1.
Таблица № 1. Вспомогательные знаки для обозначения сварных швов
Примечания: 1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку. 2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва. 3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3. При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
Рис. 2.
2 — обозначение стандарта,1 — вспомогательные знаки, 3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений, 4—знак «дефис», 5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.), 6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений, 7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.), 8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
Рис.3. Таблица № 2. ГОСТы на основные типы и конструктивные элементы швов сварных соединений
Тблица № 3 Примеры условных обозначений стандартных швов
Чертежи, содержащие изображения изделий, состоящих из нескольких деталей, и данные для их сборки (изготовления) и контроля, называют сборочными.
Рабочий чертеж детали — конструкторский документ, содержащий изображение детали и другие данные, Необходимые для ее изготовления и контроля. Рабочие чертежи деталей разрабатываются по чертежам общего вида проектной документации. Если в проектной документации чертеж общего вида изделия отсутствует, то чертежи деталей разрабатываются по сборочным чертежам изделий.
Эскиз – это чертеж, выполненный без применения чертежных инструментов, без точного соблюдения масштаба, но с соблюдением пропорций между отдельными элементами деталей. Эскизы предназначены для разового использования. По эскизам выполняют рабочие чертежи, а в отдельных случаях изготовляют детали. Эскизы обычно выполняют мягким карандашом на бумаге в клетку. Линии, надписи и цифры должны быть четкими. Все построения следует производить от руки. На эскизе необходимо соблюдать пропорциональность линейных размеров элементов деталей и проекционную связь. Рабочий чертеж детали отличается от эскиза тем, что он выполняется чертежными инструментами или с помощью чертежной программы на компьютере (например, в Автокаде, Компасе и др.) в стандартном масштабе, на стандартных форматах, при строгом соблюдении типов линий и их толщины. На рабочем чертеже, как и на эскизе детали должны быть помещены все сведения, необходимые для изготовления детали, т.е. должна быть передана форма детали и ее размеры, указаны допустимые отклонения от номинальных размеров.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 714; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.17.45 (0.036 с.) |